PLAATBEWERKING
NAADLOOS OMVORMEN DOOR
MIDDEL VAN FORCEERTECHNIEK
EXPERTISE OPERATOR BEPAALT IN
GROTE MATE HET EINDRESULTAAT
Forceren en België, het blijft een moeilijke
combinatie. De omvormtechniek wordt hier nauwelijks
toegepast waardoor weinigen met de voor- en
nadelen zijn vertrouwd. Of moeten we de redenering
omdraaien? Misschien ligt een gebrek aan kennis
over de techniek wel aan de oorzaak van haar
verblijf in de luwte van bij ons meer gekende
bewerkingsprocessen. Wat de ware reden ook moge
zijn, het kan in ieder geval geen kwaad om in dit
artikel de mogelijkheden van forceren even duidelijk
op een rijtje te zetten.
Door Kevin Vercauteren
BESCHRIJVING
Wie vaak te maken krijgt met
rotatiesymmetrische producten, moet
de forceertechniek zeker eens in
overweging nemen. Weinig andere
processen lenen zich echter zo
goed voor de snelle en relatief
goedkope vervaardiging van halve
bollen, kegels en cilinders als het
forceren.
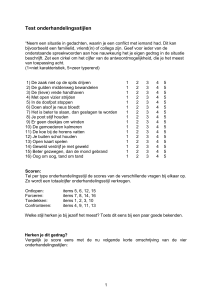
Werking
Forceren is een techniek voor het
naadloos omvormen van (meestal)
ronde producten. Hierbij wordt
eerst een mal, die de vorm van het
gewenste product heeft, op de
forceerbank gemonteerd. In een
volgende stap zal de blenk of de
ronde, om te vormen plaat tussen
het voorlager en de mal worden
geklemd. De diameter van het
voorlager is daarbij gelijk aan die
van de mal. Vervolgens gaat de
machine aan het draaien en
Werkingsprincipe van het forceren
Forceren van aanzienlijke diameters is mogelijk, al moet men het werkstuk daarvoor
soms eerst uitgloeien om de spanningen te reduceren
vervormt men de vastgeklemde
plaat in meerdere fases over de mal
heen.
Toepassingen
Forceren is een geschikt proces
voor vingerhoeden maar even goed
voor de productie van tankbodems.
De flexibiliteit aangaande te
forceren diameters is dus vrij groot.
De bovengrens ligt ongeveer rond
2.500 mm bij diktes variërend
tussen 0,4 en 15 mm. Diverse
toepassingen zijn denkbaar:
reflectoren, klokranden, trechters,
schalen, borden, vuilnisbakdeksels,
filterraden, potten en pannen.
Troeven
De omvorming die plaatsvindt
tijdens het forceren, bestaat
eigenlijk uit het roterend en
voortschrijdend buigen waarbij het
materiaal in twee, loodrecht op
elkaar staande richtingen wordt
gerekt en gestuikt. Dat is een
belangrijk voordeel ten opzichte
van bijvoorbeeld het buigen. Daar
volstrekt het rekken en stuiken zich
slechts in één richting, met een veel
grotere inwendige opbouw van
spanningen in het product tot
gevolg. Ook het dieptrekken delft
op dit vlak het onderspit. Met het
dieptrekken noemen we meteen de
belangrijkste concurrent van het
forceren. Behalve de kleinere
spanningen, kan het forceren nog
enkele andere troeven voorleggen:
• lage gereedschapskosten die
relatief eenvoudig en daardoor
ook sneller aan te maken zijn met
kortere levertijden tot gevolg;
• korte insteltijden door de
ontwikkeling van nieuwe software;
• de vervaardiging van het product
in één forceercyclus;
• verschillende wanddiktes voor
één product vormen geen
probleem;
• in dezelfde productcyclus zijn
direct extra bewerkingen mogelijk
Nadelen en beperkingen
Een geforceerd product kan je
herkennen aan horizontale
forceerrillen, wat als een nadeel
kan worden gezien gelet op de
veel gladdere oppervlakken bij het
dieptrekken. Daarnaast ontsnapt
men niet aan de beperkingen die
gelinkt zijn aan het om te vormen
materiaal.
Een cilinder uit aluminium kan
bijvoorbeeld tot een hoogte van
ongeveer 400 mm worden
geforceerd, terwijl men bij rvs veel
sneller tegen de limiet aanzit met
een maximale hoogte van ongeveer
100 mm. Messing wordt dan weer
hard en moet daarom regelmatig
worden uitgegloeid, al is met het
vloeidraaien/strekken het bewerken
van een diep rvs-stuk in één
bewerking en zonder het uitgloeien
wel mogelijk.
Ronde blenk moet worden geforceerd
Blenk geklemd tussen mal en voorlager
Omvorming om de mal heen
Extra vormgeving door gereedschap
MMTbe0149N33_OKK.odt
zoals kralen, afsteken, uitsnijden,
inleggen etc.
PLAATBEWERKING
MATERIAALEIGENSCHAPPEN
Verstevigen
Bij koude deformatie – zoals bij het
forceren – zal een materiaal
naarmate de omvorming toeneemt,
een steeds hogere spanning
opbouwen. Anders geformuleerd,
de weerstand tegen de
voortgaande omvorming neemt toe.
Dit verschijnsel noemt met de
versteviging van het materiaal.
De mate waarin dit gebeurt, is voor
elk materiaal verschillend en wordt
vastgelegd in de n-waarde.
Behalve de versteviging spelen nog
een aantal andere factoren een rol.
Met name de rek, rekgrens,
elasticiteitsmodulus en de treksterkte
bepalen mee in welke mate een
materiaal is om te vormen.
Treksterkte (Rm)
De treksterkte van een materiaal
wordt meestal gehanteerd als een
maatstaf voor de sterkte van een
materiaal. Belangrijk voor het
forceren is dat een hogere
treksterkte doorgaans samengaat
met een hogere hardheid en vooral
een lagere rek, een eigenschap die
de mogelijke deformatie
van een materiaal aanzienlijk
beperkt.
Rek (A80)
Met de rek wordt aangegeven hoe
taai een materiaal is. Van die
eigenschap hangt af of een
materiaal diep is om te vormen of
niet. Met andere woorden, hoe
taaier het materiaal, hoe groter de
rek en hoe meer het materiaal zich
leent om te worden omgevormd.
Brosse materialen zijn daarvan de
tegenhanger met hun lage
rek en beperkte omvormbaar
heid.
Rekgrens (RP)
De rekgrens (Rp) staat voor de
stugheid van een materiaal. Een
materiaal met een hoge rekgrens
noemt men stug. Een materiaal met
een lage rekgrens noemt men
week. Dit laatste is gunstig voor het
omvormen.
Elasticiteitsmodulus (E)
De elasticiteitsmodulus (E) tot slot
geeft aan hoe stijf een materiaal is.
Stijve materialen hebben een grote
elasticiteitsmodulus. Het tegenovergestelde noemt men slap. Voor
het forceren brengen slappe
materialen meer problemen met
zich mee omdat die meer
doorbuigen en ook meer terugveren
na omvorming.
PROCESVARIANTEN
Handmatig forceren
Forceren is een proces met een
hoog ambachtsgehalte. De kwaliteit
van het eindproduct hangt immers
in grote mate af van de expertise
van de forceur. Er komt dus veel
verantwoordelijkheid op de
schouders van de operator, nog
meer dan bij andere bewerkingsprocessen als het draaien en
frezen. De materiaaleigenschappen
zoals beschreven in de vorige
paragraaf, moeten als het ware 'in
de vingers' van de forceur zitten.
De kans op scheuren, barsten en
spanningsopbouw is sowieso
aanwezig bij koudvervormen en
nog meer in het geval van brosse
materialen. Een goede forceur
echter, kent het materiaal zo goed
dat hij precies weet wanneer te
stoppen en wanneer het materiaal
moet worden uitgegloeid. Warm
wordt het materiaal namelijk weer
zacht en verdwijnen de
spanningen, waarna weer verder
kan worden geforceerd. De
haalbare nauwkeurigheden zijn dus
niet alleen afhankelijk van de
vervormbaarheid van het materiaal,
maar evenzeer van de ervaring van
de forceur. Bij aluminium
bijvoorbeeld, is op handmatige
wijze een tolerantie van gemiddeld
0,5 mm haalbaar.
Geautomatiseerd
Onder meer door een gebrek aan
geschikte arbeidskrachten, wordt
het forceren meer en meer
geautomatiseerd. De voordelen zijn
talrijk:
• elimineren van menselijke kracht;
Forceren leent zich voor een grote variëteit aan vormen
• nauwkeuriger doseren van de
bewerkingskrachten;
• voorkomen van overbelasting van
de machine en het gereedschap.
Hoe ziet zo'n automaat eruit?
De hydraulische forceerbank heeft
een langs- en een dwarssupport die
beiden hydraulisch worden
aangedreven. Het langssupport kan
het dwarssupport met een
hydromotor in langsrichting
verplaatsen. Het dwarssupport
wordt eveneens hydraulisch
bewogen en drukt de rol met een
geprogrammeerde kracht tegen de
klos. In een softwarematig bepaald
aantal gangen neemt de ronde
blenk de vorm van de klos aan. In
hetzelfde voorbeeld van aluminium
is met een dergelijke automaat een
maatvoering mogelijk die tot op
0,05 - 0,1 mm nauwkeurig kan
worden uitgevoerd.
Bij de automaten wordt de druk of
spleetbreedte (afstand tussen
gereedschap en forceerrol) en de
maximale en minimale afstanden in
x- en y-as ingegeven. Vervolgens
wordt er middels joysticks een
forceerprogramma aangemaakt.
Na toevoeging van de gewenste,
extra bewerkingen (zoals afsteken
of kralen) wordt het programma
opgeslagen en is het klaar voor
serieproductie. Het programmeren
zelf gebeurt dus door middel van
'teach in' en niet CNC. De machine
moet het leren van de forceur die
de machine bedient.
De expertise van de operator blijft
dus erg belangrijk, wat meteen
verklaart waarom het
programmeren bij voorkeur aan een
forceur wordt overgelaten, liever
dan aan een echte programmeur
die niet over de nodige technische
kennis beschikt.
maar ook in materiaalsoorten. Voor
de radii geldt het volgende: een
grote radius geeft een gladder en
dikker eindresultaat, terwijl een
forceerrol met een scherpe radius
de operator in staat stelt een rand,
overgang of zelfs een plaatselijke
verdunning in het materiaal aan te
brengen. Met de scherpe radius
kan hij namelijk beter tot diep in de
hoeken doordringen. Ook het
materiaal waaruit de forceerrol
bestaat, beïnvloedt de graad van
afwerking. Zo bestaan er forceerrollen in gehard staal voor
standaard forceerwerk, in kunststof
voor een extra glad eindresultaat, of
met een speciale coating om het
aanlaten tegen te gaan. Daarmee
halen we slechts enkele
voorbeelden aan.
Voor veel producten geldt echter
dat een combinatie van twee of
meerdere van deze forceerrollen tot
het beste resultaat zal leiden.
Daarvoor bestaan rollenwisselaars
die het mogelijk maken om tijdens
één en dezelfde opspanning en
binnen dezelfde productcyclus te
switchen naar de rol die op dat
moment het meest gewenst is.
Om te kunnen forceren heb je een
forceerbank of forceerautomaat
nodig (zie hierboven).
Andere
Naast forceerrollen dient men
tevens te beschikken over de
nodige kraalrollen, afsteekbeitels en
insnijrollen. Met een kraalrol kan
aan het product een kraalrand (of
felsrand) ter decoratie of
versteviging worden gegeven.
Afsteekbeitels worden dan weer
gebruikt om het materiaal schoon
en mooi rond te steken want door
het forceren zal het materiaal
uitlopen waarbij oorvorming
optreedt. Met een afsteekbeitel kan
tevens het product naar een exacte
maat worden gebracht.
Insnijrollen, tot slot, dienen, zoals
de naam voorspelt, voor het
uitsnijden van van een product.
Een gangbaar voorbeeld vormen
sierringen ter decoratie.
Forceerollen
Wat forceerrollen betreft, is er een
grote diversiteit, niet alleen in radii
Bronnen: Federatie Dunne Plaat,
MD3, Orfa Visser en Reijgers en
Schallies
GEREEDSCHAPPEN
De combinatie van meerdere rollen geeft gewoonlijk het beste resultaat