MATERIAALKUNDE I
HOOFDSTUK 1: MATERIAALKUNDE EN TECHNIEK
We kunnen materiaalkunde onderverdelen in ‘materials science’ en ‘materials engineering’. Bij ‘MATERIALS
SCIENCE’ gaat het om het onderzoeken van relaties tussen structuren en eigenschappen van materialen. Bij
‘MATERIALS ENGINEERING’ gaat het om het ontwerpen van de structuur van een materiaal om bepaalde
eigenschappen te verkrijgen.
De STRUCTUUR van een materiaal heeft betrekking op de rangschikking van de componenten. Het gaat hierbij
om zowel de rangschikking van de elektronen en de atomen of moleculen als om de rangschikking op
microscopisch en macroscopisch niveau.
Een (MATERIAAL)EIGENSCHAP weergeeft de soort en grootte van een reactie op een bepaalde prikkel. Over
het algemeen zijn deze eigenschappen onafhankelijk van de vorm en de grootte van het materiaal. De
belangrijkste eigenschappen kunnen we in 6 categorieën indelen: mechanische eigenschappen
(elasticiteitsmodulus, sterkte), elektrische eigenschappen (elektrisch geleidingsvermogen), thermische
eigenschappen (warmtecapaciteit, warmtegeleidingsvermogen), magnetische eigenschappen, optische
eigenschappen (brekingsindex) en eigenschappen die betrekking hebben op de slijtage (chemische
reactiviteit).
De structuur van een materiaal is afhankelijk van hoe het materiaal is ontwikkeld. De eigenschappen van een
materiaal zijn weer afhankelijk van zijn structuur en de prestaties van een materiaal zijn afhankelijk van de
eigenschappen.
Vaste materialen zijn in 3 basiscategorieën onder te verdelen:
METALEN: materialen die bestaan uit één of meer metaalelementen en vaak ook een kleine
hoeveelheid niet-metaalelementen
Metalen zijn over het algemeen relatief stijf, sterk en taai en breken bovendien niet snel. Omdat
metalen vrije elektronen bevatten, zijn ze goede geleiders van elektriciteit en warmte en laten ze geen
licht door. Sommige metalen hebben ook bepaalde magnetische eigenschappen.
KERAMIEK: samenstellingen van metaal- en niet-metaalelementen
Keramiek is over het algemeen relatief stijf, sterk en erg hard. Traditioneel keramiek (bijv. porselein) is
extreem broos, moderner keramiek is vaak veel minder breekbaar. Keramische materialen zijn
isolators en geleiden dus geen warmte en elektriciteit. Ze zijn beter bestand tegen hoge temperaturen
dan metalen en polymeren. Keramiek kan transparant, doorschijnend of mat zijn. Sommige oxide
keramieken hebben magnetische eigenschappen.
POLYMEREN: samenstellingen van over het algemeen koolstof, zuurstof en andere nietmetaalelementen met erg lange molecuulstructuren (plastics en rubbers)
Polymeren hebben over het algemeen een lage dichtheid en zijn niet stijf en sterk (in verhouding tot
hun dichtheid wel). Veel polymeren zijn extreem taai en buigzaam. Ze zijn in veel omgevingen niet
reactief. Een groot nadeel van polymeren is hun neiging om te verzachten en/of te ontleden bij relatief
lage temperaturen. Polymeren hebben een laag elektrisch geleidingsvermogen en zijn niet
magnetisch.
COMPOSIETEN zijn combinaties van 2 of meer verschillende materialen uit bovenstaande categorieën. Door
materialen te combineren kan een combinatie van eigenschappen worden verkregen die niet verkregen kan
worden door een enkel materiaal.
Daarnaast zijn er nog een aantal GEAVANCEERDE MATERIALEN die worden gebruikt in de high-technology. Dit
zijn grotendeels traditionele materialen waarvan de eigenschappen zijn versterkt, maar er zijn ook nieuw
ontwikkelde materialen.
1
SEMICONDUCTOREN: materialen met elektrische eigenschappen die liggen tussen die van elektrische
geleiders en die van isolatoren
BIOMATERIALEN: materialen gebruikt in componenten die in het menselijk lichaam zijn
geïmplanteerd om aangetaste of beschadigde lichaamsdelen te vervangen
‘SMART MATERIALS’: materialen die veranderingen in hun omgeving op kunnen merken en hierop
kunnen reageren
NANOMATERIALEN: materialen die zijn opgebouwd op atoomniveau, waardoor eigenschappen
kunnen worden verkregen die anders niet mogelijk zijn
HOOFDSTUK 2: ATOOMSTRUCTUUR
Een atoom bestaat uit een kern van protonen en neutronen met daaromheen elektronen. Het
ATOOMNUMMER, 𝑍, is het aantal protonen. De ATOOMMASSA, 𝐴, is de som van de massa’s van de protonen
en neutronen in de kern. Wanneer de atoommassa wordt uitgedrukt in amu (atomic mass unit), is het gelijk
aan het aantal protonen plus het aantal neutronen1. ISOTOPEN zijn elementen die twee of meer verschillende
atoommassa’s hebben.
2.1 ELEKTRONEN IN ATOMEN
Het ATOOMMODEL VAN BOHR bestaat uit een kern met daaromheen banen waarin elektronen bewegen.
De positie van de elektronen is in het model vastgelegd. De hoeveelheid energie die een elektron kan bevatten
wordt beperkt door energieniveaus. Deze energieniveaus liggen vast. Een atoom heeft een hoeveelheid energie
behorende bij één van de energieniveaus.
Het GOLF-DEELTJES MODEL beschouwt een elektron als een deeltje met golfachtige en deeltjesachtige
eigenschappen. In dit model ligt de positie van een elektron niet vast in een baan, maar wordt de positie
beschouwd als de waarschijnlijkheid een elektron te vinden op verschillende locaties vanaf de kern.2
VALENTIE-ELEKTRONEN zijn de elektronen in de buitenste schil. Atomen waarvan de buitenste schil
helemaal vol zit, hebben een STABIELE ELEKTRONENCONFIGURATIE. Dit zijn de edelgassen. Edelgassen zijn
chemisch vrijwel niet reactief. Atomen waarvan de buitenste schil niet vol zit kunnen ook een stabiele
elektronenconfiguratie verkrijgen door ofwel elektronen te ontvangen of af te staan – waardoor geladen ionen
ontstaan – ofwel door elektronen te delen met andere atomen.
Alle elementen zijn op basis van elektronenconfiguratie gerangschikt in het PERIODIEK SYSTEEM. Alle
elementen in een bepaalde kolom hebben dezelfde valentie-elektronenstructuur. Helemaal rechts staan de
edelgassen. Links daarvan staan de halogenen, elementen die één elektron missen voor de
elektronenconfiguratie. Zij zijn ELEKTRONEGATIEF, wat betekent dat ze elektronen kunnen opnemen. Links
staan de metalen. Zij hebben één of meer elektronen te veel voor de elektronenconfiguratie. Zij zijn
ELEKTROPOSITIEF, wat betekent dat ze elektronen kunnen afstaan.
2.2 ATOOMBINDINGEN IN VASTE STOFFEN
Wanneer twee atomen zich dicht bij elkaar bevinden, dan werken ze krachten op elkaar uit. Dit zijn zowel
aantrekkingskrachten, 𝐹𝐴 , als afstotingskrachten, 𝐹𝑅 . De grootte van deze krachten hangt af van de afstand
tussen de atomen, 𝑟. De aantrekkingskracht wordt veroorzaakt door de van der Waalsbinding. De
afstotingskracht is een gevolg van de afstoting van de negatief geladen elektronen en is alleen van belang bij
een zodanig kleine afstand 𝑟 dat beide elektronenwolken elkaar overlappen De netto kracht, 𝐹𝑁 , is de som van
de aantrekkings- en de afstotingskracht.
𝐹𝑁 = 𝐹𝐴 + 𝐹𝑅
Als de netto kracht gelijk is aan nul is er sprake van evenwicht en verandert de afstand tussen twee atomen
niet. Dit is de evenwichtsafstand, 𝑟0 .
De kracht, 𝐹, en de energie, 𝐸, zijn aan elkaar gerelateerd volgens de relatie
𝐸 = ∫ 𝐹 𝑑𝑟
De eenheid mol (1 𝑚𝑜𝑙 = 6,022 × 1023 atomen of moleculen) is afgeleid van de eenheid amu, zodanig dat geldt
1 𝑎𝑚𝑢/𝑎𝑡𝑜𝑜𝑚 = 1 𝑔/𝑚𝑜𝑙
2 Het boek gaat nog veel dieper in op deze theorie. Quantumgetallen en elektronenconfiguraties worden hier echter buiten
beschouwing gelaten.
1
2
Voor de netto energie, 𝐸𝑁 , geldt
𝑟
𝑟
𝑟
𝐸𝑁 = ∫ 𝐹𝑛 𝑑𝑟 = ∫ 𝐹𝐴 𝑑𝑟 + ∫ 𝐹𝑅 𝑑𝑟 = 𝐸𝐴 + 𝐸𝑅
∞
∞
∞
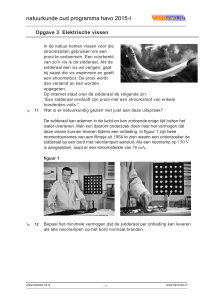
Het minimum in de netto energiekromme (zie Figuur 1)
komt overeen met de evenwichtsafstand, 𝑟0 . De energie
in dit punt is gelijk aan de bindingsenergie voor deze
twee atomen, 𝐸0 . Dit is de energie die nodig is om de
atomen van elkaar te scheiden.
2.2.1 PRIMAIRE BINDINGEN
In vaste stoffen zijn er 3 typen PRIMAIRE of
CHEMISCHE BINDINGEN (zie Figuur 2):
IONOGENE BINDING: Ionogene bindingen zijn
te vinden in samenstellingen van metaal- en
niet-metaalelementen. Atomen van een
metaalelement geven hierbij hun valentieelektronen af aan de atomen van de nietmetaalelementen, waardoor alle atomen de
elektronenconfiguratie bereiken. Een ionogene
binding is niet gericht, de sterkte van de binding
is in alle richtingen gelijk.
COVALENTE BINDING: In een covalente
binding wordt de stabiele
elektronenconfiguratie bereikt doordat
aangrenzende atomen elektronen delen. Twee
atomen dragen ieder ten minste 1 elektron bij
aan de binding. De gedeelde elektronen worden
beschouwd alsof ze bij beide atomen horen. Een Figuur 1: Het verband van de krachten die de atomen op elkaar
covalente binding is gericht, aangezien de binding uitoefenen (a) en de potentiële energie tussen de atomen (b)
met de afstand tussen atomen
alleen bestaat in de richting van het ene atoom
naar het andere atoom waarmee het elektronen
deelt.
METAALBINDING: Metalen hebben één, twee of drie valentie-elektronen. In dit model zijn deze
valentie-elektronen niet gebonden aan een specifiek atoom maar kunnen ze zich min of meer vrij
bewegen door het metaal. De atoomkernen met de overgebleven niet-valentie-elektronen noemen
we ionkernen. Zij hebben een positieve lading gelijk aan de negatieve lading van de valentieelektronen per atoom. De vrije elektronen houden als het ware de ionkernen bij elkaar. Een
metaalbinding is niet gericht.
Figuur 2: Schematische weergave van een ionogene, een covalente en een metaalbinding
De meeste samenstellingen bevatten meerdere typen primaire bindingen.
2.2.2 SECUNDAIRE BINDINGEN
3
SECUNDAIRE BINDING of VAN DER WAALS BINDINGEN bestaan tussen vrijwel alle atomen of moleculen,
maar wanneer er tussen de betreffende atomen al een primaire binding is, is de secundaire binding
verwaarloosbaar. Secundaire bindingskrachten worden veroorzaakt door DIPOLEN. Een dipool ontstaat
wanneer er een soort scheiding is van een positief en een negatief deel van een atoom of molecuul. De binding
ontstaat dan door de aantrekking tussen de positieve kant van het ene atoom en de negatieve kant van het
andere atoom.
Een dipool kan worden gecreëerd uit een atoom of molecuul dat normaal elektrisch symmetrisch is. Elektrisch
symmetrisch wil zeggen dat de verspreiding van de elektronen symmetrisch is ten opzichte van de positief
geladen kernen. Deze symmetrie kan worden verstoord door de vibraties die atomen constant ondervinden.
Wanneer er een dipool ontstaan is, kan deze als gevolg van zijn lading de elektronenverdeling van de
naastgelegen atomen veranderen, waardoor dit ook dipolen worden. Dit is één type van de van der Waals
binding. Deze bindingen houden een vloeistof bij elkaar. Dit is het zwakste type binding tussen moleculen.
Sommige moleculen zijn permanente dipolen op grond van asymmetrische ordening van de positief en negatief
geladen delen. Dit zijn POLAIRE MOLECULEN. Tussen aangrenzende polaire atomen zijn ook van der Waals
bindingen. Omdat de moleculen permanente dipolen zijn, zijn de van der Waals bindingen dat ook.
De WATERSTOFBINDING is een speciaal type secundaire binding tussen sommige moleculen met waterstof als
één van de bestanddelen. Dit is het sterkste type secundaire binding. Hierbij wordt waterstof covalent
gebonden aan fluor, zuurstof of stikstof. Het waterstofelektron wordt gedeeld met een ander atoom. Het
waterstofproton vormt als het ware een brug tussen twee negatief geladen atomen.
HOOFDSTUK 3: DE STRUCTUUR VAN KRISTALLIJNE VASTE STOFFEN
Waar het in hoofdstuk 2 nog ging over de structuur binnen een atoom, gaat het nu over ordening van deze
atomen in de vaste toestand. Een KRISTALLIJN materiaal is een materiaal waarin atomen in een bepaald
patroon zijn gerangschikt, waarbij elk atoom verbonden is met zijn buuratomen. Niet-kristallijne materialen
worden ook wel AMORF genoemd.
3.1 KRISTALSTRUCTUREN
Sommige eigenschappen van kristallijne materialen hangen af van de KRISTALSTRUCTUUR, de manier
waarop de atomen, ionen of moleculen ruimtelijk zijn gerangschikt. Bij het beschrijven van deze structuren
worden atomen (of ionen) beschouwd als vaste bolletjes met bekende diameter. De dichtst bij elkaar gelegen
bollen raken elkaar.
Om een kristalstructuur te beschrijven, wordt deze opgedeeld in EENHEIDSCELLEN of STRUCTUUREENHEDEN,
parallellepipeda of prisma’s met drie sets van parallelle vlakken. In Figuur 3 zijn de mogelijke
structuureenheden gerangschikt op basis van hun geometrie. Deze geometrie wordt beschreven door de
lengtes van de zijden, 𝑎, 𝑏 en 𝑐, en door de hoeken tussen de assen, 𝛼, 𝛽 en 𝛾.
4
Figuur 3: Geometrie van de eenheidscel voor de zeven kristalsystemen
Deze eenheidscellen zijn gerangschikt door middel van een TRALIE. Deze tralie is zo gekozen dat de
eenheidscellen precies op elkaar aansluiten.
De meeste (gebruikelijke) metalen hebben een van de volgende drie kristalstructuren.
KUBISCH VLAKKEN GECENTREERD
Figuur 4: Kubisch vlakken gecentreerd kristalrooster
5
De bollen (ionkernen) raken elkaar langs de diagonalen van de vlakken. Het verband tussen de lengte
van de zijden, 𝑎, e de atoomstraal, 𝑅, is
𝑎 = 2𝑅√2
De hoek- en de vlakposities zijn gelijk. Dat wil zetten dat, wanneer we het tralie zo plaatsen dat de
atomen die nu in het vlak liggen, in de hoek liggen, de eenheidscel niet verandert. Het
COÖRDINATIEGETAL, het aantal atomen dat elk atoom raakt, is 12. De ATOMAIRE PAKKINGSFACTOR
(APF) is de som van het bolvolume van alle atomen binnen een eenheidscel gedeeld door het volume
van de cel. Voor een kubisch vlakken gecentreerd kristalrooster is de APF 0,74.
KUBISCH RUIMTELIJK GECENTREERD
Figuur 5: Kubisch ruimtelijk gecentreerd kristalrooster
De bollen raken elkaar langs de diagonalen van de kubus. Het verband tussen de lengte van de zijden,
𝑎, e de atoomstraal, 𝑅, is
4𝑅
𝑎=
√3
De hoek- en de middelpuntposities zijn gelijk. Het coördinatiegetal voor een kubisch ruimtelijk
kristalrooster is 8. De APF is 0,68.
HEXAGONAAL DICHTSGEPAKT
Figuur 6: Hexagonaal dichtstgepakt kristalrooster
Het bovenste en het onderste vlak bestaan uit 6 atomen die een regelmatig zeshoek vormen rondom
een 7e atoom. Tussen deze vlakken is een vlak bestaande uit 3 atomen. Het coördinatiegetal is 12. De
APF is 0,74.
Op basis van de kristalstructuur kan de dichtheid worden bepaald.
6
𝑛𝐴
3
𝑉𝐶 𝑁𝐴
Hierin is 𝑛 het aantal atomen per eenheidscel, 𝐴 de atoommassa, 𝑉𝐶 het volume van de eenheidscel en 𝑁𝐴 het
getal van Avogadro (6,022 × 1023 atomen/mol).
𝜌=
ALLOTROPIE is het verschijnsel wanneer een metaal meer dan één kristalstructuur heeft. Dit metaal noemen
we een POLYMORF. Welke structuur de voorkeur heeft, is afhankelijk van de temperatuur en de externe druk.
3.2 RICHTINGEN EN VLAKKEN IN EEN KRISTALSTRUCTUUR
Om richtingen en vlakken te kunnen beschrijven, wordt in een structuureenheid een 𝑥𝑦𝑧-assenstelsel
aangebracht. De assen liggen in een hoekpunt en vallen samen met de drie ribben van de eenheidscel. Voor
sommige systemen betekent dit dat de assen niet loodrecht op elkaar staan. Wij kijken echter alleen naar
kubische systemen, waar dit wel het geval is.
Figuur 7: Kubische eenheidscel in een 𝒙𝒚𝒛-assenstelsel met daarin 3 richtingen aangegeven.
3.2.1 RICHTINGEN
Een richting in een structuureenheid wordt gedefinieerd als een vector. In sommige gevallen is de vector is zo
gepositioneerd dat hij begint in de oorsprong, maar hij mag vrij verplaatst worden. Dit is soms gewenst omdat
de vector anders buiten de structuureenheid valt (zie vector [1̅10] in Figuur 7). De drie indices worden tussen
vierkante haken geschreven, niet gescheiden door komma’s. Een negatieve index wordt aangegeven met een
streepje erboven. 4
Richtingen zijn gelijk wanneer de afstand van de atomen gelijk is. De vectoren hoeven dus niet parallel te zijn.
In kubische kristallen zijn de richtingen weergegeven door de indices [100], [1̅00], [010], [01̅0], [100] en
[001̅] gelijk. Deze richtingen vormen samen de VERZAMELING ⟨100⟩.
3.2.2 VLAKKEN
Vlakken in een structuureenheid worden gedefinieerd door drie Miller indices als (ℎ𝑘𝑙). Deze indices zijn de
omgekeerd evenredige waarde van het snijpunt van het vlak met de betreffende as. Wanneer het vlak door de
oorsprong gaat, moet het vlak eerst verplaatst worden om alle indices te kunnen bepalen. Wanneer een vlak
parallel loopt aan een as, dan is de index in de richting van deze as 0. De indices worden tussen ronde haken
3
De dichtheid van kristallijne keramische materialen kan ook met deze formule voor metalen worden berekend, alleen is
een kleine aanpassing nodig omdat er verschillende typen atomen zijn. De atoommassa, 𝐴, moet worden vervangen door
de som van de atoommassa van alle kationen en alle anionen in de eenheidscel.
4 De lengte van de vectorprojectie op elk van de assen wordt uitgedrukt in de lengte van de zijden van de eenheidscel, 𝑎, 𝑏
en 𝑐. Omdat het gaat om de richting van de vector en niet om de grootte, mogen de indices worden gedeeld door een
gemeenschappelijke factor. Aangezien wij enkel kijken naar kubische systemen, zijn de zijden van de eenheidscel even lang
en kan deze lengte dus altijd worden weggedeeld. Voor vlakken geldt hetzelfde.
7
geschreven, ook niet gescheiden door komma’s. Een negatieve index wordt aangegeven met een streepje
erboven.5
Figuur 8: Kubische eenheidscel in een 𝒙𝒚𝒛-assenstelsel met daarin 4 vlakken aangegeven.
Een verzameling van vlakken bevat alle vlakken die dezelfde atomische pakking hebben. In Figuur 9 is de
atomische pakking in het DFCA vlak van een kubisch vlakken gecentreerd rooster weergegeven. In een kubisch
rooster behoren de vlakken (111), (1̅1̅1̅), (1̅11), (11̅1̅), (111̅), (1̅1̅1), (1̅11̅) en (11̅1) allemaal tot de
verzameling {111}.
Figuur 9: Atomische pakking van het (𝟏𝟏𝟎) –vlak van een kubisch vlakken gecentreerd rooster.
Kubisch vlakken gecentreerde roosters en hexagonaal dichtstgepakte roosters hebben de hoogste atomische
pakkingsfactor, wat betekent dat de atomen niet dichter bij elkaar kunnen zitten. Beide structuren kunnen
worden verkregen door dichtstgepakte vlakken op elkaar te stapelen. Bij een kubisch vlakken gecentreerd
rooster liggen de vlakken gestapeld zoals in Figuur 10. Bij een hexagonaal dichtsgepakt rooster liggen de
atomen van het derde vlak recht boven die in het eerste vlak (zie Figuur 11).
Figuur 10: Ordening van de dichtsgepakte vlakken in een kubisch vlakken gecentreerd rooster
5
Vlakken en vectoren met dezelfde indices staan loodrecht op elkaar.
8
Figuur 11: Ordening van de dichtsgepakte vlakken in een hexagonaal dichtstgepakt rooster
3.3 KRISTALLIJNE EN NIET-KRISTALLIJNE MATERIALEN
Wanneer in een kristallijne vaste stof de periodieke ordening van atomen perfect is, dus zonder onderbreking,
dan is het een ÉÉNKRISTAL. De meeste kristallijne vaste stoffen bestaan uit vele kristallen of KORRELS. Deze
POLYKRISTALLIJNE stoffen ontstaan doordat tijdens het stollen kleine kristallen ontstaan op verschillende
punten. Omdat deze kristallen verschillend georiënteerd zijn, ontstaat, wanneer de kristallen op elkaar ‘bosten’
aan het eind van het stolproces, een korrelstructuur.
Sommige eigenschappen van éénkristallen zijn afhankelijk van de richting van de kristallen. Deze
richtingsafhankelijkheid noemen we ANISOTROPIE. Stoffen waarvan de eigenschappen onafhankelijk zijn van
de oriëntatie zijn ISOTROOP. De meeste polykristallijne materialen zijn isotroop, omdat de
richtingsafhankelijkheid van de verschillende korrels elkaar opheft.
3.4 RÖNTGENDIFFRACTIE
Diffractie vindt plaats wanneer een golf een aantal op regelmatige afstand van elkaar geplaatste obstakels
tegenkomt die in staat zijn de golf uiteen te drijven, waarbij de ruimte tussen de obstakels in verhouding is met
de golflengte.
Figuur 12: Schematische weergave van golfdiffractie in een kristalstructuur
In Figuur 12 zijn twee parallel vlakken van atomen 𝐴 − 𝐴’ en 𝐵 − 𝐵’ weergegeven. De afstand tussen de
atomen is 𝑑ℎ𝑘𝑙 . Wanneer een bundel röntgenstralen met golflengte 𝜆 op het oppervlak ‘botst’ met hoek 𝜃, dan
worden twee röntgenstralen, 1 en 2, (deels) teruggekaatst door de atomen 𝑃 en 𝑄. De weerkaatste stralen 1’
en 2’ interfereren. Wanneer het verschil tussen de padlengtes 1 − 𝑃 − 1’ en 2 − 𝑄 − 2’ gelijk is aan een heel
aantal golflengtes, dan versterken de stralen 1’ en 2’ elkaar. In dit geval geldt de WET VAN BRAGG.
̅̅̅̅ + ̅̅̅̅
𝑛𝜆 = 𝑆𝑄
𝑄𝑇 = 𝑑ℎ𝑘𝑙 sin 𝜃 + 𝑑ℎ𝑘𝑙 sin 𝜃 = 2𝑑ℎ𝑘𝑙 sin 𝜃
De grootte van de afstand tussen twee naast elkaar gelegen parallelle vlakken van atomen is een functie van de
Miller indices. Voor kubische structuren geldt
9
𝑑ℎ𝑘𝑙 =
𝑎
√ℎ2
+ 𝑘 2 + 𝑙2
De wet van Bragg geeft aan wanneer diffractie plaatsvindt voor eenheidscellen die alleen atomen hebben in de
hoeken van de cel, zoals in een simpel kubisch rooster. Atomen op andere plaatsen kunnen ook interferentie
veroorzaken, waardoor onder bepaalde hoeken de weerkaatste stralen elkaar uitdoven. In Figuur 13 is
weergeven onder welke hoek in een simpel kubisch, een kubisch ruimtelijk gecentreerd en een kubisch vlakken
gecentreerd rooster diffractie optreedt. Bij een simpel kubische kristalstructuur vindt diffractie plaats onder
iedere hoek waarbij de atomen een vlak vormen. Bij een kubisch ruimtelijk gecentreerde kristalstructuur is dit
alleen het geval wanneer ℎ + 𝑘 + 𝑙 een even waarde oplevert en bij een kubisch vlakken gecentreerde
kristalstructuur wanneer ℎ, 𝑘 en 𝑙 allemaal even of allemaal oneven zijn.
Figuur 13: Röntgendiffractie op diverse vlakken in een simpel kubisch, een kubisch ruimtelijk gecentreerd en een kubisch vlakken
gecentreerd rooster
HOOFDSTUK 4: FOUTEN IN VASTE STOFFEN
Alle vaste stoffen bevatten een groot aantal fouten. Kristallijne fouten refereren naar een onregelmatigheid in
het kristalrooster ter grootte van de diameter van een atoom.
4.1 PUNTFOUTEN
De simpelste puntfout is een VACATURE, een lege plaats in het traliewerk. Er mist een atoom. Het
evenwichtsaantal vacatures, 𝑁𝑣 voor een gegeven hoeveelheid materiaal is afhankelijk van de temperatuur.
𝑄𝑣
𝑁𝑣 = 𝑁𝑒 −𝑘𝑇
Hierin is 𝑁 het totaal aantal roosterplaatsen, 𝑄𝑣 de energie die nodig is voor het vormen van een vacature, 𝑇
de absolute temperatuur in Kelvin en 𝑘 de constante van Boltzmann (1,38 × 10−23 𝐽/𝑎𝑡𝑜𝑜𝑚 ∙ 𝐾).
Een EIGEN INTERSTITIEEL ATOOM is een atoom dat zich in de ruimte tussen de roosterpunten heeft
gedrongen.
Er ontstaan ook puntfouten doordat andere typen atomen zich in de kristalstructuur hebben gedrongen. Ieder
materiaal is in zekere mate vervuild.6 Deze vervuilingen uiten zich in twee typen fouten. Een
SUBSTITUTIONEEL ATOOM vervangt een gastheeratoom. De mate waarin dit gebeurt is afhankelijk van de
grootte van beide atomen, de kristalstructuur, de elektronegativiteit en de valenties. Het verschil in
atoomstraal mag niet meer zijn dan 15%, de kristalstructuur moet hetzelfde zijn, de elektronegativiteit moet
6
Legeringen zijn metalen waar met opzet andere atomen aan zijn toegevoegd om specifieke materiaaleigenschappen te
verkrijgen. Legeringen laten we echter buiten beschouwing.
10
vergelijkbaar zijn, en indien dit allemaal het geval is, dan is er een voorkeur voor een metaal met een hogere
valentie.
Een INTERSTITIEEL ATOOM dringt zich in de ruimte tussen de roosterpunten. Zeker bij metalen is het vereist
dat dit atoom significant kleiner is dan de gastheeratomen.
Figuur 14: Puntfouten
4.2 LIJNFOUTEN
Een DISLOCATIE is een lineaire of ééndimensionale fout waarbij een aantal atomen niet goed is uitgelijnd. Er
zijn twee typen dislocaties:7
RANDDISLOCATIE: lineaire fout rondom de lijn die is gedefinieerd aan het eind van een extra
halfvlak van atomen. De atomen boven deze dislocatielijn worden samengedrukt terwijl de atomen
onder deze lijn uit elkaar worden getrokken.
Figuur 15: Randdislocatie
SCHROEFDISLOCATIE: lineaire fout die ontstaat door een schuifspanning waarbij het bovenste van
het kristal langs de dislocatielijn één atoomafstand naar rechts verschuift ten opzichte van het
onderste deel.
7
Ieder materiaal bevat dislocaties. De dislocatiedichtheid is de totale dislocatielengte per eenheid volume, oftewel, het
aantal dislocaties dat een willekeurig doorsnedeoppervlak kruist.
11
Figuur 16: a) Schroefdislocatie. b) Bovenaanzicht schroefdislocatie
De meeste dislocaties in kristallijne materialen zijn GEMIXTE DISLOCATIES, combinaties van rand- en
schroefdislocaties.
Figuur 17: a) Gemengde dislocatie. b) Bovenaanzicht gemengde dislocatie
De grootte en richting van de roostervervorming kan worden uitgedrukt door middel van de BURGERS
VECTOR, 𝐛. Bij het bepalen van deze vector ga je een bepaald aantal atomen naar rechts en naar beneden, en
ga je vervolgens hetzelfde aantal atomen naar links en omhoog. Het verschil tussen je eind- en beginpunt is de
Burgers vector. Bij een randdislocatie staat de Burgers vector loodrecht op de dislocatielijn, bij een
schroefdislocatie is de Burgers vector evenwijdig aan de dislocatielijn. De Burgers vector is constant voor de
gehele dislocatielijn. Voor metalen zal de Burgers vector in een dichtstgepakte richting wijzen en zal de grootte
gelijk zijn aan de ruimte tussen de atomen.
12
Figuur 18: Bepaling van de Burgersvector voor een randdislocatie
4.3 VLAKFOUTEN
(GRENS)VLAKFOUTEN zijn grenzen die gebieden met verschillende kristalstructuren of verschillende
kristallijne oriëntaties van elkaar scheidt. Deze grenzen zijn ofwel het buitenoppervlak ofwel KORRELGRENZEN.
Binnen het grensgebied is er een atomische wanverhouding in de overgang van de kristallijne oriëntatie van de
ene korrel en die van de aangrenzende korrel. De mate van deze wanverhouding kan worden beschreven door
in Figuur 19 weergegeven hoek. Als gevolg van deze misoriëntatie is er tussen de vlakken een grensvlakenergie.
Hoe groter de hoek, des te groter de energie.
Figuur 19: Schematische weergave van korrelgrenzen met een grote en een kleine hoek
Een speciaal type korrelgrens is de TWEELINGGRENS. Langs deze grens zijn de atomen aan de ene kant het
spiegelbeeld van de atomen aan de andere kant. Tweelingen ontstaan door atoomverplaatsingen als gevolg
dwarskrachten of door warmtebehandelingen.
13
Figuur 20: Tweelinggrens
Een ander type vlakfout is een STAPELFOUT. Hierbij is er een onderbreking in de stapelvolgorde van
dichtstgepakte vlakken.
HOOFDSTUK 5: DIFFUSI E
Veel reacties en processen die van belang zijn bij de behandeling van materialen maken gebruik van
massaoverdracht in een vaste stof. Deze massaoverdracht vindt plaats door DIFFUSIE, het verschijnsel van
materiaaltransport door atomische beweging. Wanneer we twee metalen met elkaar in contact brengen en we
verwarmen ze, dan zal op den duur op het grensvlak een legering van beide materialen ontstaan doordat een
aantal atomen van beide materialen diffunderen in het andere materiaal (zie Figuur 21). Dit proces heet
INTERDIFFUSIE. We spreken van ZELFDIFFUSIE wanneer de diffunderende atomen van hetzelfde type zijn.
Figuur 21: Diffusiekoppel voor en na een warmtebehandeling en de concentratieprofielen van beide stoffen
Voor de beweging van de atomen bij diffusie zijn twee voorwaardes waar aan voldaan moet worden. Ten
eerste moet er een aanliggend een lege plek zijn en ten tweede moet het atoom voldoende energie hebben om
de binding met zijn buuratomen te breken en een kleine roostervervorming te veroorzaken tijdens te
verplaatsing. Voor metalen zijn er twee verschillende modellen voor atomische beweging (zie Figuur 22):
VACATUREDIFFUSIE: diffusie die plaatsvindt doordat atomen rondom een vacature wisselen van
positie met de vacature. Een speciaal type vacaturediffusie is SUBSTITUTIONELE DIFFUSIE, waarbij
een ander type atoom zich tussen de gastheeratomen verplaatst (interdiffusie).
INTERSTITIËLE DIFFUSIE: diffusie waarbij atomen zich verplaatsen van de ene interstitiële positie
naar de andere
Figuur 22: Drie typen diffusie in metalen
De DIFFUSIEFLUX, 𝐽, geeft aan hoe snel diffusie plaatsvindt.
14
𝑀 1 𝑑𝑀
=
𝐴𝑡 𝐴 𝑑𝑡
Hierin is 𝑀 de massa en 𝐴 het dwarsoppervlak waardoor diffusie plaatsvindt en 𝑡 de verstreken tijd. Wanneer
de diffusieflux niet verandert met de tijd, dan is er sprake van STEADY-STATE DIFFUSIE.
𝐽=
Wanneer de concentratie, 𝐶, wordt uitgezet tegen de positie in de vaste stof, 𝑥, dan ontstaat een
CONCENTRATIEPROFIEL. De helling in een bepaald punt is de CONCENTRATIEGRADIËNT. Wanneer het
concentratieprofiel lineair is, geldt
𝑑𝐶 ∆𝐶 𝐶𝐴 − 𝐶𝐵
𝑐𝑜𝑛𝑐𝑒𝑛𝑡𝑟𝑎𝑡𝑖𝑜𝑛 𝑔𝑟𝑎𝑑𝑖ë𝑛𝑡 =
=
=
𝑑𝑥 ∆𝑥 𝑥𝐴 − 𝑥𝐵
Voor steady-state diffusie geldt dat de flux evenredig is met de concentratiegradiënt.
𝑑𝐶
𝐽 = −𝐷
𝑑𝑥
waarin 𝐷 de diffusiecoëfficiënt is. De bovenstaande vergelijking is de EERSTE WET VAN FICK. In de meeste
gevallen is diffusie echter niet steady-state. De eerste wet van Fick is dan niet geldig. Wel geldt
𝜕𝐶 𝜕
𝜕𝐶
𝜕2𝐶
= (𝐷 ) = 𝐷 2
𝜕𝑡 𝑥
𝜕𝑥
𝜕𝑥
Dit is de TWEEDE WET VAN FICK. Deze vergelijking kan worden opgelost wanneer bepaalde
grensvoorwaarden bekend zijn. Stel, we gaan uit van een semi-oneindige vaste stof. Dat wil zetten, geen van de
diffunderende atomen bereikt het eind van het materiaal gedurende de tijd dat de diffusie plaatsvindt. Voor de
diffusie zijn alle ‘vervuilende’ atomen gelijkmatig verdeeld. We hebben nu de volgende grensvoorwaarden:
𝑎𝑙𝑠 𝑡 = 0, 𝐶 = 𝐶0 𝑜𝑝 0 ≤ 𝑥 ≤ ∞
𝐶 = 𝐶𝑠 𝑜𝑝 𝑥 = 0
𝑎𝑙𝑠 𝑡 > 0,
𝐶 = 𝐶0 𝑜𝑝 𝑥 = ∞
waarin 𝐶𝑠 de (constante) oppervlakteconcentratie is. Wanneer we deze grensvoorwaarden toepassen op de
tweede wet van Fick, volgt hieruit dat
𝐶𝑥 − 𝐶0
𝑥
= 1 − erf (
)
𝐶𝑠 − 𝐶0
2√𝐷𝑡
waarin 𝐶𝑥 de concentratie is op diepte 𝑥 na tijd 𝑡. De uitdrukking erf(𝑥 ⁄2√𝐷𝑡) is de Gaussian errorfunctie. De
waarde hiervan wordt in tabellen weergeven voor verschillende waarden voor 𝑥 ⁄2√𝐷𝑡.
De grootte van de diffusiecoëfficiënt is een maat voor de snelheid waarmee atomen diffunderen. Deze
coëfficiënt is sterk afhankelijk van de temperatuur.
𝑄𝑑
𝐷 = 𝐷0 𝑒 −𝑅𝑇
Hierin is 𝐷0 een temperatuuronafhankelijke constante, 𝑄𝑑 de activeringsenergie, 𝑅 de gasconstante
(8,31 𝐽/𝑚𝑜𝑙 ∙ 𝐾) en 𝑇 de absolute temperatuur in Kelvin. Door aan beide kanten van de vergelijking het
natuurlijk logaritme te nemen, krijgen we een lineaire vergelijking in de vorm 𝑦 = 𝑏 + 𝑚𝑥.
𝑄𝑑 1
ln 𝐷 = ln 𝐷0 −
( )
𝑅 𝑇
Hierin is ln 𝐷 de uitkomstvariabele en 1/𝑇 de inputvariabele.
Atoommigratie vindt ook plaats langs dislocaties. In deze gebieden gaat de diffusie veel sneller. In de meeste
situaties is dit effect echter verwaarloosbaar omdat de dwarsdoorsnede van deze gebieden extreem klein is.
HOOFDSTUK 6: MECHANISCHE EIGENSCHAPPEN VAN METALEN
Er zijn 3 manieren waarop een materiaal kan worden belast, namelijk trek, druk en afschuiving. Voor elke vorm
van belasting is er een rektest waarmee bepaalde materiaaleigenschappen bepaald kunnen worden.
TREKPROEF
Een van de meest gebruikte spanning-rektesten is de trekproef. Een monster wordt uitgerekt door een
geleidelijk toenemende trekkracht die aangrijpt op de uiteinden van het (meestal cilindervormige)
monster. Vanzelfsprekend neemt de diameter dan af. Deze test is destructief; het monster wordt
kapotgetrokken.
De uitkomst van een trekproef is de belasting t.o.v. de verlenging. Deze uitkomst is afhankelijk van de
grootte van het monster. Om deze geometrische factoren te minimaliseren, worden de belasting en
de verlenging omgerekend naar spanning, 𝜎, en rek, 𝜀:
15
𝐹
𝐴0
𝑙1 − 𝑙0 ∆𝑙
𝜀=
=
𝑙0
𝑙0
Hierin is 𝐹 de kracht loodrecht op het oppervlak, 𝐴0 het oorspronkelijke snedeoppervlak, 𝑙0 de
oorspronkelijke lengte, 𝑙𝑖 de huidige lengte en ∆𝑙 de uitrekking.
DRUKPROEF
Een drukproef is eigenlijk hetzelfde als een trekproef, behalve dat een drukkracht wordt uitgeoefend
i.p.v. een trekkracht. Voor de spanning en de rek gelden dezelfde formules. Doordat een drukkracht
wordt uitgeoefend als een negatieve trekkracht levert dit een negatieve spanning. Je krijgt ook een
negatieve rek, aangezien de lengte korter is dan de oorspronkelijke lengte.
DWARSKRACHT- OF TORSIEPROEF
Voor de schuifspanning geldt:
𝐹
𝜏=
𝐴0
Hierin is 𝐹 de kracht parallel aan het oppervlak. De hoekvervorming 𝛾 is de invalshoek van de rekhoek
𝜃, aangegeven in de Figuur 23.
Torsie is een variatie van een dwarskracht waarbij het onderdeel verdraait. Torsiekrachten zorgen
voor een roterende beweging van het ene eind van de as t.o.v. de andere as.
𝜎=
Figuur 23: Schematische weergave van hoekvervorming (links) en torsie (rechts).
De spanningstoestand is een functie van de oriëntatie van de vlakken waarop de
spanningen worden berekend. Onderstaande formules geven weer hoe de
normaalspanning, 𝜎 ′ , en de schuifspanning, 𝜏′, veranderen bij een veranderende
hoek, 𝜃 (zie Figuur 244).
1 + cos 2𝜃
𝜎 ′ = 𝜎 cos 2 𝜃 = 𝜎 (
)
2
sin
2𝜃
𝜏 ′ = 𝜎 sin 𝜃 cos 𝜃 = 𝜎 (
)
2
6.1 ELASTISCHE VERVORMING
De mate waarin een materiaal uitrekt, is afhankelijk van de normaalspanning en
de ELASTICITEITSMODULUS van het materiaal. Dit verband noemen we de WET
VAN HOOKE.
𝜎 = 𝐸𝜀
Er is sprake van ELASTISCHE VERVORMING zolang de spanning en de rek
proportioneel toenemen. Elastische vervorming is niet permanent, wanneer de
belasting verwijderd wordt, veert het materiaal weer terug.
De helling van de lijn in een spanning-rekdiagram is de elasticiteitsmodulus. Hoe
hoger de elasticiteitsmodulus, des te stijver het materiaal. De
elasticiteitsmodulus is een maat voor de weerstand van het materiaal tegen het
scheiden van aangrenzende atomen.
De mate waarin een materiaal vervormt, is afhankelijk van de schuifspanning en
de GLIJDINGSMODULUS van het materiaal.
16
Figuur 24: Schematische
weergave van de normaal- en
de schuifspanning op een vlak
onder een hoek 𝜽.
𝜏 = 𝐺𝛾
Ook hier is sprake van elastische vervorming zolang de spanning en de vervorming proportioneel toenemen. De
helling van de lijn in een spanning-rekdiagram is nu de glijdingsmodulus.
Voor veel materialen geldt dat het materiaal niet onmiddellijk terugveert wanneer de belasting verwijderd
wordt. Het herstel heeft tijd nodig. Dit tijdsafhankelijke elastische gedrag noemen we INELASTICITEIT.
Wanneer een materiaal in 𝑧-richting wordt uitgerekt, zal er in 𝑥- en 𝑦-richting een vernauwing zijn. Het verband
hiertussen wordt gegeven door het POISSON’S RATIO.
𝜀𝑦
𝜀𝑥
𝜈=− =−
𝜀𝑧
𝜀𝑧
Voor isotrope materialen geldt bovendien
𝐸 = 2𝐺(1 + 𝜈)
De meeste materialen zijn niet isotroop, wat betekent dat het elastische gedrag afhankelijk is van de richting,
oftewel van de oriëntatie van de kristallen.
6.2 PLASTISCHE VERVORMING
Wanneer de spanning zodanig groot is dat hij niet meer proportioneel toeneemt met de rek, dan is er sprake
van permanente of PLASTISCHE VERVORMING. Hierbij worden verbindingen tussen atomen verbroken en
nieuwe gevormd. Het punt waarop het materiaal plastisch begint te vervormen, noemen we de
PROPORTIONELE LIMIET. Omdat dit punt lastig is vast te stellen, wordt meestal gebruik gemaakt van het
begrip VLOEISPANNING, 𝜎𝑦 , de spanning waarbij het materiaal plastisch is uitgerekt met 0,2%.8
Nadat de vloeispanning bereikt is, neemt de spanning toe tot een maximum, de TREKSTERKTE. In dit punt
vindt INSNOERING plaats en neemt de spanning af tot een eventuele BREEKSPANNING.
De TAAIHEID van een materiaal wordt gemeten als de mate van plastische vervorming bij breuk. Voor de
procentuele verlenging geldt:
𝑙𝑓 − 𝑙0
%𝐸𝐿 = (
) × 100
𝑙0
waarin 𝑙𝑓 de lengte is bij breuk, en 𝑙0 de originele lengte. Materialen met een lage taaiheid noemen we BROS.
Omdat bij metalen de verlenging grotendeels plaatsvindt in de insnoering, is de procentuele verlenging groter
bij kleinere staafjes. Daarom wordt de taaiheid vaak bepaald op basis van de oppervlaktereductie.
𝐴0 − 𝐴𝑓
%𝑅𝐴 = (
) × 100
𝐴0
waarin 𝐴𝑓 de doorsnedeoppervlakte is bij breuk, en 𝐴0 de originele oppervlakte.
VEERKRACHT is de capaciteit van een materiaal om bij vervorming energie te absorberen en deze energie
terug te winnen wanneer de belasting verwijderd wordt. De VEERKRACHTMODULUS, 𝑈𝑟 , is de rekenergie per
eenheid volume die nodig is om een materiaal te belasten van geen spanning tot aan de vloeispanning.
𝜀𝑦
𝑈𝑟 = ∫ 𝜎𝑑𝜀
0
In het geval van een lineair elastisch gebied geldt
𝜎𝑦
𝜎𝑦2
1
1
𝑈𝑟 = 𝜎𝑦 𝜀𝑦 = 𝜎𝑦 ( ) =
2
2
𝐸
2𝐸
Soms geeft een WARE SPANNING-REKDIAGRAM meer informatie dan een spanning-rekdiagram. De ware
SPANNING, 𝜎𝑇 , is de kracht, 𝐹, gedeeld door het momentele dwarsoppervlak 𝐴𝑖 .
8
Bij het bepalen van de vloeispanning gaat het enkel om de plastische rek en niet om de elastische rek. Je kunt dit punt
bepalen door vanaf de horizontale as bij een rek van 0,002 een lijn parallel aan het elastische gebied te tekenen. Het punt
waar deze lijn kruist met de grafiek, geeft de vloeispanning.
17
𝜎𝑇 =
𝐹
𝐴𝑖
Voor de WARE REK, 𝜀𝑇 , geldt
𝑙𝑖
𝑙0
Indien het volume niet veranderd, dus als 𝐴𝑖 𝑙𝑖 = 𝐴0 𝑙0 , dan geldt (zolang er geen insnoering heeft
plaatsgevonden)
𝜎𝑇 = 𝜎(1 + 𝜀)
𝜀𝑇 = ln(1 + 𝜀)
Voor sommige materialen geldt vanaf het punt van insnoering de volgende benadering
𝜎𝑇 = 𝐾𝜀𝑇𝑛
waarin 𝐾 en 𝑛 constanten zijn, afhankelijk van het materiaal.
𝜀𝑇 = ln
De HARDHEID is de weerstand van een materiaal tegen de lokale plastische vervorming. De hardheid wordt
bepaald door een klein lichaam in het materiaal te drukken. De diepte of grootte van inkeping is een maat voor
de hardheid. Er zijn verschillende typen hardheidstesten:
ROCKWELL HARDHEIDTEST: Hierbij wordt gebruik gemaakt van een stalen balletje als lichaam, of
een conische diamanten lichaam. Het hardheidsgetal wordt bepaald op basis van de belasting en de
diepte van de inkeping.
BRINELL HARDHEIDSTEST: Hierbij wordt gebruik gemaakt van een balletje als lichaam. Het
hardheidsgetal wordt bepaald op basis van de belasting en de diameter van de inkeping.
KNOOP HARDHEIDTEST en VICKERS HARDHEIDSTEST: Hierbij wordt gebruik gemaakt van een
piramidevormig lichaam. Het hardheidsgetal wordt bepaald op basis van de belasting en de grootte
van de inkeping.
Het omrekenen tussen de verschillende schalen is enkel mogelijk op basis van voor elk materiaal afzonderlijk
door experimenten verkregen waarden.
Voor de meeste staalsoorten geldt het volgende verband tussen de treksterkte, 𝑇𝑆(𝑀𝑃𝑎) en de (Brinell)
hardheid, 𝐻𝐵.
𝑇𝑆 = 2,45 × 𝐻𝐵
6.3 VARIABILITEIT IN EIGENSCHAPPEN EN VEILIGHEIDSFACTOREN
Testresultaten leveren geen exacte getallen voor eigenschappen van een materiaal, omdat niet alle monsters
hetzelfde zijn. Dit betekent dat de eigenschappen lichtelijk verschillen. Dit is een van de redenen om een
veiligheidsfactor mee te nemen bij het ontwerpen. Wanneer de statische situatie niet bepaald kritiek is, wordt
gebruik gemaakt van de op basis van de DESIGN FACTOR, 𝑁′, berekende DESIGN SPANNING, 𝜎𝑑
𝜎𝑑 = 𝑁 ′ 𝜎𝑐
waarin 𝜎𝑐 de berekende spanning is. In de andere gevallen wordt gebruikt gemaakt van de op basis van de
VEILIGHEIDSFACTOR, 𝑁, berekende VEILIGE SPANNING, 𝜎𝑤 .
𝜎𝑦
𝜎𝑤 =
𝑁
HOOFDSTUK 7: DISLOCATIES EN VERSTERKINGSMECHANISMEN
7.1 DISLOCATIES EN PLASTISCHE VERVORMING
Op atoomniveau kan plastische vervorming worden beschreven als de netto verplaatsing van grote aantallen
atomen als gevolg van een aangebrachte spanning. Tijdens dit proces worden bindingen tussen atomen
verbroken en worden nieuwe bindingen gevormd.
Plastische vervorming ontstaat doordat grote aantallen dislocaties verplaatsen. Een randdislocatie verplaatst
als gevolg van een schuifspanning in de richting loodrecht op de dislocatielijn (zie Error! Reference source not
found.). Wanneer vlak A door een kracht naar rechts wordt geduwd, duwt A de bovenste helften van de
andere vlakken ook naar rechts. Wanneer de spanning groot genoeg is, worden de binden tussen de atomen
van vlak B langs het schuifvlak verbroken en vormt de onderste helft van dit vlak een nieuw vlak met de
18
bovenste helft van vlak A. Nu is vlak B het extra halfvlak. Op deze manier verplaatst het extra halfvlak zich in de
richting van de spanning. Uiteindelijk bereikt het extra halfvlak het materiaaloppervlak waar het een rand
vormt die één atoom uitsteekt ten opzichte van het oorspronkelijke oppervlak. Dit proces noemen we SLIP.
Het vlak waarlangs de dislocatielijn zich verplaatst, is het GLIJVLAK.
Figuur 25: Verplaatsing van een randdislocatie als gevolg van een schuifspanning.
Bij een schroefdislocatie staat de beweging loodrecht op de spanningsrichting. Ondanks dat is de netto
plastische deformatie voor de beweging van rand- en schroefdislocaties hetzelfde (zie Figuur 26).
Figuur 26: De vorming van een 'trede' op het oppervlak als gevolg van de beweging van een randdislocatie (a) of een schroefdislocatie
(b)
Rondom dislocaties werken druk-, trek- en schuifspanning op de atomen. Wanneer dislocaties dicht bij elkaar
liggen, vallen de spanningsvelden deels samen. De spanningen kunnen elkaar hier ofwel versterken of wel
verzwakken. Het is ook mogelijk dat de dislocaties elkaar opheffen, bijvoorbeeld wanneer twee randdislocaties
dezelfde dislocatie lijn hebben, maar hun extra halfvlak zich elk aan de andere kant van deze lijn bevindt.
Dislocaties verplaatsen zich niet even makkelijk over alle kristallografische vlakken. Er is een voorkeursvlak, het
glijvlak, en op dit vlak zijn er bepaalde voorkeursrichtingen, de glijrichtingen. De combinatie van het glijvlak en
de glijrichting noemen we het GLIJSYSTEEM. Het glijsysteem is zodanig dat de atomische vervorming als
gevolg van de verplaatsing van een dislocatie minimaal is. Voor kristalstructuren is het glijvlak het
dichtstgepakte vlak en de glijrichting de dichtsgepakte richting. Voor een bepaalde kristalstructuur bestaan
meerdere glijsystemen. Een kubisch vlakken gecentreerde structuur heeft 12 glijsystemen; vier unieke {111}
glijvlakken met elk drie onafhankelijke ⟨110⟩ richtingen (zie Figuur 27). Hoe meer glijsystemen, des de taaier
het materiaal, omdat langs elk systeem een grote plastische vervorming mogelijk is.
19
Figuur 27: Een glijvlak en glijrichtingen in een kubisch vlakken gecentreerde structuur
De richting van de Burgers vector komt overeen met de glijrichting van de dislocatie. De grootte van de Burgers
vector is gelijk aan de eenheidsglijafstand, de afstand tussen twee atomen in deze richting. Voor een kubisch
vlakken gecentreerd (FCC), een kubisch ruimtelijk gecentreerd (BCC) en een hexagonaal dichtstgepakt rooster
(HCP) kan de Burgersvector worden uitgedrukt in de lengte van de zijde van de eenheidscel, 𝑎.
𝑎
𝐛(𝐹𝐶𝐶) = ⟨110⟩
2
𝑎
𝐛(𝐵𝐶𝐶) = ⟨111⟩
2
𝑎
𝐛(𝐻𝐶𝑃) = ⟨112̅0⟩
3
Ook wanneer er enkel een trekspanning werkt op een materiaal zijn er schuifspanningscomponenten in alle
richtingen, behalve parallel aan en loodrecht op de trekspanning. De grootte van deze ontbonden
schuifspanningen, 𝜏𝑅 is afhankelijk van de hoek tussen het normaalvlak en het glijvlak, 𝜑, en de hoek tussen de
glijrichting en de spanningsrichting, 𝜆 (zie Figuur 28).
𝜏𝑅 = 𝜎 cos 𝜑 cos 𝜆
waarin 𝜎 de aangebrachte spanning is.
Figuur 28: Geometrische relaties tussen de richting van de trekspanning, het glijvlak en de glijrichting
Slip vindt plaats in het glijsysteem dat zodanig is georiënteerd dat de ontbonden schuifspanning zo groot
mogelijk is. De ontbonden schuifspanning moet een bepaalde kritische waarde bereiken voordat slip
plaatsvindt. Een éénkristal vervormt plastisch wanneer 𝜏𝑅 (𝑚𝑎𝑥) = 𝜏𝑐𝑟𝑠𝑠 , waarin 𝜏𝑐𝑟𝑠𝑠 de kritische ontbonden
schuifspanning is. Hieruit kan de trekspanning, 𝜎𝑦 , de spanning waarbij plastische vervorming plaatsvindt,
bepaald worden.
𝜏𝑐𝑟𝑠𝑠
𝜏𝑅 (𝑚𝑎𝑥) = 𝜏𝑐𝑟𝑠𝑠 = 𝜎𝑦 (cos 𝜑 cos 𝜆)𝑚𝑎𝑥 → 𝜎𝑦 =
(cos 𝜑 cos 𝜆)𝑚𝑎𝑥
In een éénkristal vindt slip plaats langs een aantal gelijk georiënteerde vlakken en richtingen op verschillende
posities langs de lengte van het voorwerp (zie Error! Reference source not found..a). Aan het oppervlak van
het éénkristal ontstaan glijlijnen. Bij kubisch vlakken gecentreerde en kubisch ruimtelijk gecentreerde
structuren vindt slip soms plaats langs meerdere glijsystemen, waardoor kruisende glijlijnen zichtbaar zijn.
20
In polykristallijne materialen vindt slip in iedere korrel langs andere glijsystemen plaats. Alle korrels vervormen
terwijl de korrelgrenzen behouden blijven. Polykristallijne metalen zijn sterker dan éénkristallen van hetzelfde
materiaal, omdat wanneer één korrel in de voorkeursoriëntatie ligt voor slip, het niet kan vervormen omdat de
aangrenzende korrels niet vervormen.
Plastische vervorming kan ook plaatsvinden door de vorming van tweelingen. Een dwarskracht veroorzaakt dan
atomische verplaatsingen zodanig dat aan één kant van de tweelinggrens de atomen een spiegelbeeld vormen
van de atomen aan de andere kant. De verplaatsing van de atomen is evenredig met de afstand tot de
tweelinggrens. Als gevolg van tweelingvorming kunnen nieuwe glijsystemen ontstaan vanwege de
heroriëntatie in het tweelingvlak.
Figuur 29: Vervorming door slip (a) en tweelingvorming (b) in een éénkristal als gevolg van een schuifspanning
7.2 VERSTERKINGSMECHANISMEN IN METALEN
Het vermogen van een metaal om plastisch te vervormen is afhankelijk van het vermogen van dislocaties om te
verplaatsen. De sterkte van een materiaal neemt dus toe wanneer de mobiliteit van de dislocaties afneemt.
Vrijwel alle versterkingsmechanismen zijn gebaseerd op dit principe.
Eén manier om de sterkte te vergroten is het verkleinen van de korrelgrootte. Korrelgrenzen werken als een
barrière voor de verplaatsing van dislocaties omdat de korrels verschillende oriëntaties hebben en de dislocatie
dus zijn richting moet veranderen om de grens te overschrijden. Bovendien resulteert de wanorde rondom de
korrelgrens in een discontinuïteit van glijvlakken. Bij grenzen met een grote hoek is het helemaal niet mogelijk
om dislocaties door te geven, waardoor de dislocaties als het ware opstapelen. Hierdoor ontstaan hoge
spanningsconcentraties voor de glijvlakken die nieuwe dislocaties genereren in de aanliggende korrels. Het
verband tussen de treksterkte, 𝜎𝑦 en de korreldiameter, 𝑑,
wordt gegeven door de HELL-PETCH VERGELIJKING.
𝑘𝑦
𝜎𝑦 = 𝜎0 +
√𝑑
Hierin zijn 𝜎0 en 𝑘𝑦 constanten afhankelijk van het materiaal.
Een tweede manier om materiaal sterker te maken is LEGEREN,
waardoor een vaste oplossing ontstaat. Het verhogen van de
concentratie van de onzuiverheden leidt tot een hogere
treksterkte. De onzuivere atomen veroorzaken vervormingen
van het rooster. Er vindt interactie plaats tussen deze
vervormingen en de dislocaties waardoor verplaatsing van de
dislocaties beperkt wordt.
Een derde manier is KOUDDEFORMATIE. Hierbij wordt een
taai metaal harder en sterker door plastische vervorming. De
taaiheid neemt hierbij echter af. Het percentage ‘koude arbeid’,
%𝐶𝑊, geeft de mate van plastische vervorming.
21
Figuur 30: Spanning-rekdiagram met daarin
kouddeformatie aangegeven
𝐴0 − 𝐴𝑑
) × 100
𝐴0
Hierin is 𝐴0 het oorspronkelijke dwarsoppervlak en 𝐴𝑑 het oppervlak na deformatie.
Bij kouddeformatie wordt een materiaal plastisch vervormd tot een zeker punt. Vervolgens wordt de spanning
verwijderd. Wanneer het materiaal vervolgens weer wordt belast, ligt de rekgrens hoger. In Figuur 30 is dit
proces weergegeven in een spanning-rekdiagram. De rekgrens is verhoogd van 𝜎𝑦0 naar 𝜎𝑦𝑖 .
Tijdens het plastisch deformeren neemt de dislocatiedichtheid toe. Over het algemeen verhindert de
aanwezigheid van deze dislocaties de verplaatsing van andere dislocaties.
%𝐶𝑊 = (
7.3 HERSTEL, REKRISTALLISATIE EN KORRELGROEI
Wanneer de temperatuur wordt verhoogd, vinden twee processen plaats die ervoor zorgen dat de
eigenschappen van een koudgedeformeerd materiaal weer teruggaan naar hun oude staat voor de
kouddeformatie.
HERSTEL: Tijdens het herstel komt een deel van de opgeslagen interne energie vrij in de vorm van
verplaatsing van dislocaties. Er is een reductie in het aantal dislocaties.
REKRISTALLISATIE: Ook na het herstel zijn de korrels in een relatief hoge energietoestand.
Rekristallisatie is het proces waarbij nieuwe korrels worden gevormd. De drijvende kracht is het
verschil in interne energie tussen het vervormde en het onvervormde materiaal. De nieuwe korrels
ontstaan als kleine kernen en groeien totdat het hele materiaal gerekristalliseerd is. De snelheid
waarmee rekristallisatie plaatsvindt, is afhankelijk van de temperatuur. De temperatuur waarbij de
totale rekristallisatie één uur duurt, is de REKRISTALLISATIETEMPERATUUR.9
Nadat de rekristallisatie compleet is, blijven de (vervormingsvrije) korrels groeien wanneer de temperatuur
hoog blijft. Dit verschijnsel noemen we KORRELGROEI. De drijvende kracht achter korrelgroei is een reductie
in de totale energie doordat het totale grensoppervlak afneemt. De grote korrels groeien ten koste van de
kleine korrels. De korreldiameter, 𝑑, varieert over de tijd volgens de volgende relatie
𝑑 𝑛 − 𝑑0𝑛 = 𝐾𝑡
waarin 𝑑0 de korrelgrootte is op 𝑡 = 0 en 𝐾 en 𝑛 tijdonafhankelijke constanten zijn.
9
Bij legeringen duurt de rekristallisatie langer dan bij pure metalen. Tijdens het proces verplaatsen de korrelgrenzen
wanneer een nieuwe korrel gevormd wordt of groeit. De onzuivere atomen in een legering komen in deze nieuwe grenzen
terecht en beperken zo de verplaatsing ervan.
22
Figuur 31: Schematische weergave van de korrels tijdens herstel, rekristallisatie en korrelgroei en de invloed daarvan op de treksterkte
en de taaiheid.
HOOFDSTUK 8: FALEN VAN MATERIAAL
8.1 BREUK
Er is sprake van SIMPELE BREUK wanneer een
materiaal in twee of meer delen breekt als gevolg van
een opgelegde, statische spanning10 bij een temperatuur
die relatief laag is ten opzichte van de smelttemperatuur
van het materiaal. Materiaal kan ook breken als gevolg
van vermoeiing of kruip.
Een breukproces bestaat uit twee stappen, het ontstaan
van een scheurtje en de verbreiding hiervan.
TAAIE BREUK treedt op na een aanzienlijke plastische
vervorming. Nadat insnoering begonnen is, ontstaan
kleine holtes in het materiaal. Wanneer het materiaal
verder vervormt, worden deze holtes groter en groeien
ze samen, waardoor een ellipsvormige scheur ontstaat
met de lange as loodrecht op de richting van de
spanning. De scheur groeit verder totdat het materiaal
breekt. Aan de buitenomtrek vindt de verbreiding van de
scheur heel snel en onder een hoek van 45o met de as
plaats, omdat dan de schuifspanning maximaal is.
Figuur 32: Fasen van een kom-en-kegelbreuk.
10
In het hele hoofdstuk gaan we uit van niet-axiale trekspanningen. Breuk kan uiteraard ook veroorzaakt worden door
andere spanningsvormen, maar deze worden hier niet behandeld.
23
BROSSE BREUK treedt op zonder waarneembare vervorming. Er is sprake van een zeer snelle verbreiding van
de scheur, de scheur is instabiel De richting hiervan is bijna loodrecht op de richting van de spanning. Het
breukoppervlak is vrijwel plat. Bij de meeste brosse, kristallijne materialen vindt de verbreiding van de scheur
plaats doordat verbindingen tussen atomen langs bepaalde kristallografische vlakken verbroken worden. We
spreken nu van TRANSKRISTALLIJNE breuk. Bij dit type breuk gaan de scheuren dwars door de korrels. In
sommige gevallen vindt de verbreiding van de scheur plaats langs de korrelgrenzen en spreken we van
INTERKRISTALLIJNE breuk.
Voor de meeste materialen is de gemeten breuksterkte significant lager dan volgens de berekeningen. Dit komt
door de aanwezigheid van microscopische barstjes die een materiaal altijd bevat. Aan de uiteindes van de
scheur komen de spanningslijnen samen en wordt de spanning verhoogd. De grootte van deze spanning, de
maximale spanning, kan benaderd worden aan de hand van de nominale spanning, 𝜎0 , en de afmetingen van
de scheur (zie Figuur 33.a).
𝜎𝑚 = 2𝜎0 √
𝑎
𝜌𝑡
Figuur 33: a) De geometrie van een intern scheurtje. b) Schematisch spanningsprofiel langs de lijn 𝑿 − 𝑿′.
De verhouding tussen deze spanning en de nominale spanning wordt de SPANNINGSCONCENTRATIEFACTOR,
𝐾𝑡 , genoemd.
𝐾𝑡 =
𝜎𝑚
𝑎
= 2√
𝜎0
𝜌𝑡
De effecten van dergelijke spanningsvergroters zijn groter in een bros dan in een taai materiaal. In een taai
metaal wordt als gevolg van plastische vervorming de spanning in de buurt van een (klein) scheurtje meer
uniform verdeeld, waardoor de spanningsconcentratiefactor lager is dan de theoretische waarde. Een bros
materiaal breekt zodra de spanning aan een uiteinde van een scheur groter is dan de kritieke spanning. Voor
deze kritische spanning geldt
𝜎𝑐 = √
2𝐸𝛾𝑠
𝜋𝑎
waarin 𝐸 staat voor de elasticiteitsmodulus en 𝛾𝑠 voor de specifieke oppervlakte-energie.
De SPANNINGSINTENSITEITSFACTOR, 𝐾𝑐 , is een maat voor de weerstand van een materiaal tegen brosse
breuk wanneer er een scheurtje in zit, afhankelijk van de kritieke spanning, 𝜎𝑐 en de lengte van de scheur.
𝐾𝑐 = 𝑌𝜎𝑐 √𝜋𝑎
24
waarin 𝑌 een dimensieloze parameter is, afhankelijk van de grootte en geometrie van de scheur en het
monster en van de manier waarop de belasting wordt toegepast.
Voor relatief dunne monster zal de waarde van 𝐾𝑐 afhangen van de dikte, tenzij deze dikte veel groter is dan de
afmetingen van de scheur. In dit laatste geval is er sprake van vlakspanning. In dit geval kan de
spanningsintensiteitsfactor, 𝐾𝐼𝑐 bepaald worden volgens
𝐾𝐼𝑐 = 𝑌𝜎√𝜋𝑎 11
De 𝐼 in het subscript van 𝐾𝐼𝑐 geeft aan dat het gaat om de breeksterkte bij vlakspanning type 𝐼 (zie Figuur 34.a).
Figuur 34: De drie types scheuroppervlakteverplaatsing. a) Type I. b) Type II. c) Type III
Wanneer 𝐾𝐼𝑐 , 𝑌 en 𝜎𝑐 bekend zijn, kan de maximaal toegestane breuklengte 𝑎𝑐 berekend worden.
1 𝐾𝐼𝑐 2
𝑎𝑐 = ( )
𝜋 𝜎𝑌
Wanneer de temperatuur daalt, ondergaan sommige materialen een overgang van taai naar bros. Deze
overgang hangt samen met de temperatuurafhankelijkheid van de absorptie van de impactenergie. Bij
dergelijke materialen is bij hogere temperaturen de absorptie relatief hoog.
8.2 VERMOEIING
VERMOEIING is een vorm van falen die optreedt in structuren die onderworpen zijn aan dynamische en
fluctuerende spanningen. Onder deze omstandigheden is het mogelijk dat het materiaal kapot gaat bij
spanningen aanzienlijk kleiner dan de vloeispanning. Vermoeiingsbreuk heeft veel weg van brosse breuk.
Er zijn drie mogelijkheden hoe de spanning kan variëren ten opzichte van de tijd (zie Figuur 35).
1. OMGEKEERDE SPANNINGSCYCLUS (WISSELBELASTING): De spanning uitgezet tegen de tijd levert
een sinusoïde rondom de x-as.
2. HERHAALDE SPANNINGSCYCLUS (SPRONGBELASTING): De spanning uitgezet tegen de tijd levert
een sinusoïde met een evenwichtslijn ongelijk aan de x-as.
3. WILLEKEURIGE SPANNINGSCYCLUS
11
Soms treedt in keramische materialen breuk op terwijl de rechterkant van de formule een waarde geeft kleiner dan 𝐾𝐼𝑐 .
Er is dan sprake van vertraagde breuk of statische vermoeiing. Als gevolg van omgevingsfactoren ontstaat aan de uiteinden
van de scheur een spanning hoger dan berekend.
25
Figuur 35: Spanningsvariatie als functie van de tijd. a) Omgekeerde spanningscyclus. b) Herhaalde spanningscyclus. c)
Willekeurige spanningscyclus
Voor de eerste twee situaties kunnen een aantal parameters worden bepaald. Voor de HOOFDSPANNING,
𝜎𝑚 , geldt
𝜎𝑚𝑎𝑥 + 𝜎𝑚𝑖𝑛
𝜎𝑚 =
2
In het eerste geval is de hoofdspanning uiteraard 0. Voor het SPANNINGSBEREIK, 𝜎𝑟 , geldt
𝜎𝑟 = 𝜎𝑚𝑎𝑥 − 𝜎𝑚𝑖𝑛
De SPANNINGSAMPLITUDE, 𝜎𝑎 is de helft hiervan.
𝜎𝑟 𝜎𝑚𝑎𝑥 − 𝜎𝑚𝑖𝑛
𝜎𝑎 =
=
2
2
De SPANNINGSRATIO, 𝑅, is de verhouding tussen de minimale en maximale spanningsamplitudes.
𝜎𝑚𝑖𝑛
𝑅=
𝜎𝑚𝑎𝑥
Op basis van test kan een 𝑆-𝑁 DIAGRAM worden getekend, waarin de spanning, 𝑆, (in de meeste gevallen 𝜎𝑎 )
wordt uitgezet tegen het logaritme van het aantal cycli totdat het materiaal faalt, 𝑁. Sommige materialen
hebben een VERMOEIINGSLIMIET (zie Figuur 36). Vanaf dit punt loopt de grafiek horizontaal, onder deze
limiet is er geen vermoeiingsbreuk. Voor materialen zonder vermoeiingslimiet wordt de vermoeiing uitgedrukt
als de VERMOEIINGSSTERKTE, de spanning waarbij breuk optreedt voor een bepaald aantal cycli. Andersom,
dus wanneer de spanning vastgesteld is, kan het aantal cycli tot breuk, 𝑁𝑓 , worden bepaald.
26
Figuur 36: Spanningsamplitude ten opzichte van het logaritme van het aantal cycli voordat vermoeiingsbreuk optreedt van een
materiaal met een vermoeiingslimiet
Het vermoeiingsgedrag is afhankelijk van verschillende variabelen.
Hoofdspanning (zie tekst hierboven over 𝑆-𝑁 krommes)
Oppervlakte-effecten: De meeste scheurtjes ontstaan aan het oppervlak.
o Ontwerpfactoren: Iedere geometrische discontinuïteit kan optreden als beginpunt van een
scheur. De kans op vermoeiingsbreuk is veel kleiner wanneer door de contouren geleidelijk
veranderen.
o Oppervlaktebehandelingen: Een van de meest effectieve methoden tegen vermoeiing is het
opleggen van blijvende drukspanningen aan het buitenoppervlak. Wanneer er dan een
trekspanning op het materiaal komt te staan, wordt de netto trekspanning gereduceerd. Deze
drukspanningen kunnen worden gecreëerd door middel van ‘SHOT PEENING’, waarbij kleine
deeltjes met hoge snelheid richting het oppervlak worden gevuurd.
Een andere oppervlaktebehandeling is ‘CASE HARDENING’, waarbij een component wordt
blootgesteld aan een koolstof- of stikstofhoudende omgeving, waardoor als gevolg van
diffusie een koolstof- of stikstofrijk buitenoppervlak ontstaat.
Omgeving:
o THERMISCHE VERMOEIING: Als gevolg van thermische uitzetting ontstaan, indien uitzetting
wordt belemmerd, thermische spanningen. Deze zijn afhankelijk van de
temperatuurverandering, ∆𝑇, de thermische uitzettingscoëfficiënt, 𝑎𝑙 en de
elasticiteitsmodulus, 𝐸.
𝜎 = 𝑎𝑙 𝐸∆𝑇
o CORROSIEVERMOEIING: Als gevolg van chemische reacties tussen de omgeving en het
materiaal kunnen kleine kuiltjes ontstaan, die kunnen leiden tot scheurtjes.
8.3 KRUIP
KRUIP is de tijdsafhankelijke en permanente vervorming van materiaal wanneer dit is blootgesteld aan een
constante belasting. Hoe hoger de temperatuur, des te sneller kruip plaatsvindt.
Figuur 37 weergeeft de kruipkromme van een metaal. In het begin neemt de weerstand tegen kruip toe, de
grafiek wordt steeds minder steil. Vervorming wordt echter moeilijker wanneer het materiaal is uitgerekt,
waardoor de kruip op den duur lineair toeneemt. Vlak voor het materiaal breekt, neemt de mate van
vervorming toe. De helling van de kromme in het constante deel van de grafiek wordt de STEADY-STATE
KRUIPSNELHEID, 𝜀̇𝑠 , genoemd.
27
Figuur 37: Invloed van spanning en temperatuur op kruipgedrag
Bij temperaturen onder 0,4 𝑇𝑚 en/of lage spanningen is de rek onafhankelijk van de tijd. Wanneer de
temperatuur en/of de spanning toeneemt, nemen de beginrek en de steady-state kruipsnelheid toe en wordt
de tijd tot het breekpunt korter. De steady-state kruipsnelheid kan worden uitgedrukt als een functie van de
spanning en de temperatuur.
𝑄𝑐
𝜀̇𝑠 = 𝐾2 𝜎 𝑛 𝑒 −𝑅𝑇
waarin 𝐾2 en 𝑛 constanten afhankelijk van het materiaal zijn en 𝑄𝑐 de activeringsenergie voor kruip (ook een
constante).
Omdat kruip bij lage temperaturen een langdurig proces is, kan het bepalen van de levensduur van een
materiaal heel lang duren. Deze levensduur kan sneller bepaald worden door het materiaal bij een aanzienlijk
hogere temperatuur en een vergelijkbaar spanningsniveau te testen. Aan de hand van de hieronder
gedefinieerde LARSON-MILLER PARAMETER kan de levensduur bepaald worden. Deze parameter blijft
namelijk constant bij variërende temperatuur.
𝑇(𝐶 + log 𝑡𝑟 )
Hierin is 𝐶 een constante (ca. 20), 𝑇 de temperatuur in Kelvin en 𝑡𝑟 de levensduur in uren.
EXTRA: BEPALING VAN DE LEVENSDUUR BIJ VERMOEIING
Wanneer zich een scheurtje in een materiaal bevindt en er treedt scheurgroei op ten gevolge van vermoeiing,
dan kan het scheurgroeigedrag worden beschreven met behulp van de breukmechanica. Bij een wisselende
spanning, ∆𝜎, en 𝑅 ≥ 012 gaat de formule 𝐾 = 𝜎𝑌√𝜋𝑎 over in
∆𝐾 = ∆𝜎𝑌√𝜋𝑎
waarin ∆𝐾 = 𝐾𝑚𝑎𝑥 − 𝐾𝑚𝑖𝑛 en ∆𝜎 = 𝜎𝑚𝑎𝑥 − 𝜎𝑚𝑖𝑛 . De snelheid waarmee een scheur groeit, blijkt nu een
functie te zijn van ∆𝐾. Voor veel legeringen geldt dat de scheurgroeisnelheid per cyclus gelijk is aan
𝑑𝑎
= 𝑐(∆𝐾)𝑚
𝑑𝑁
Hierin zijn 𝑐 en 𝑚 materiaalafhankelijke constanten, is 𝑎 de scheurlengte, 𝑁 het aantal wisselingen tot breuk en
∆𝐾 de variatie in de spanningsintensiteitsfactor. De variatie in de spanningsintensiteitsfactor is niet constant,
maar neemt toe wanneer de scheurlengte groter wordt. In Figuur 38 is schematisch te zien hoe de
scheurgroeisnelheid verloopt als functie van ∆𝐾. Beneden de drempelwaarde ∆𝐾𝑡ℎ treedt geen scheurgroei op.
In gebied II geldt bovenstaande formule die in een grafiek, bij gebruik van logaritmische schalen, een rechte lijn
geeft met helling 𝑚. Uiteindelijk nadert ∆𝐾 de waarde 𝐾𝐼𝑐 , waarbij de scheurgroeisnelheid snel toeneemt.
Veel constructieonderdelen verblijven het grootste gedeelte van de levensduur in gebied II. De gegeven
formule kan dan gebruikt worden voor het berekenen van het aantal wisselingen tot breuk, 𝑁, en dus voor het
voorspellen van de levensduur.
12
Voor 𝑅 < 0 treden drukspanningen op. De scheur wordt daarbij dichtgedrukt en de belasting wordt overgedragen. Er zijn
verschillende interpretaties voor de invloed hiervan op het scheurgroeigedrag. Dit blijven hier buiten beschouwing.
28
Figuur 38: De scheurgroeisnelheid 𝒅𝒂/𝒅𝑵 van vermoeiingsscheuren als functie van ∆𝑲.
HOOFDSTUK 12: STRUCTUREN EN EIGENSCHAPPEN VAN KERAMIEK
12.1 KERAMISCHE STRUCTUREN
KERAMIEK bestaat uit ten minste twee elementen. De atomische binding varieert van volledig ionogeen tot
geheel covalent. Keramische materialen met overwegend ionogene bindingen bestaan uit positief geladen
metaalionen en negatief geladen niet-metaalionen. De metaalatomen hebben hun valentie-elektronen
namelijk afgegeven aan de niet-metaalatomen. Omdat het geheel elektrisch neutraal moet zijn, moeten er
evenveel valentie-elektroden worden afgegeven door alle metaalatomen als dat er worden opgenomen door
de niet-metaalatomen. De lading van de componenten bepaalt de verhouding tussen beide typen atomen.
Daarnaast is de kristalstructuur van kristallijne keramische materialen afhankelijk van de grootte van de ionen.
Zowel de positieve ionen, de KATIONEN, als de negatieve ionen, de ANIONEN, streven naar een maximaal
aantal directe buren van het andere type. Er is sprake van een stabiele keramische kristalstructuur wanneer
een kation is omringd door anionen waarbij alle anionen in contact staan met het kation. Afhankelijk van de
verhouding tussen de straal van de kationen, 𝑟𝑐 , en de straal van de anionen, 𝑟𝑎 , is elk kation omringd door 2, 3,
4, 6, 8 of 12 anionen13.
SILICATEN zijn materialen die bestaan uit silicium en zuurstof. Elk siliciumatoom is verbonden met 4
zuurstofatomen en elk zuurstofatoom is verbonden met 2 siliciumatomen.
KOOLSTOF is een element dat in veel vormen voor kan komen. Deze groep van materialen past niet in het
traditionele classificatieschema van metaal, keramiek en polymeren.
Ook keramiek bevat fouten. Net als bij metalen zijn vacaturen en interstitiële atomen mogelijk. Het verschil
met metalen is dat keramiek minstens twee soorten ionen bevat. Voor elk type ion kunnen fouten voorkomen.
Het is echter erg onwaarschijnlijk dat er een anion als interstitieel atoom voorkomt, aangezien anionen relatief
groot zijn.
Omdat keramiek uit geladen ionen bestaat, moeten we wanneer we kijken naar defecten op de
elektroneutraliteit letten. Dit betekent dat er evenveel positieve als negatieve lading moet zijn van de ionen.
Als gevolg hiervan treedt een fout nooit alleen op. Een mogelijkheid is een combinatie van een kation-vacature
en een kation-interstitieel paar. Dit noemen we een FRENKEL DEFECT. Het aantal Frenkel defecten, 𝑁𝑓𝑟 , is
afhankelijk van de temperatuur.
𝑄𝑓𝑟
𝑁𝑓𝑟 = 𝑁𝑒 −2𝑘𝑇
13
De straal van een ion is afhankelijk van zijn lading. Wanneer een atoom wordt afgestaan, neemt de straal af doordat de
overgebleven valentie-elektronen dichter om de kern komen te zitten.
29
Hierin is 𝑄𝑓𝑟 de energie die nodig is om een Frenkel defect te vormen, 𝑁 het totaal aantal roosterpunten, 𝑘 de
Botzmann constante en 𝑇 de absolute temperatuur.
Een ander type fout is de combinatie van een kation-vacature en een anion-vacature, het SCHOTTKY DEFECT.
Beide defecten zijn weergegeven in Figuur 39. Het aantal Schottky defecten, 𝑁𝑠 , is afhankelijk van de
temperatuur.
𝑄𝑠
𝑁𝑠 = 𝑁𝑒 −2𝑘𝑇
Hierin is 𝑄𝑠 de energie die nodig is om een Schottky defect te vormen.
Figuur 39: Schematische weergave van Frenkel en Schottky defecten in ionische vaste stoffen
Frenkel en Schottky defecten veranderen niets aan de verhouding van kationen tot anionen. Wanneer er geen
andere fouten zijn, is het materiaal STOICHIOMETRISCH. Dat wil zeggen dat de verhouding tussen kationen en
anionen exact is zoals de chemische formule dat voorschrijft.14
Naast puntfouten door eigen ionen zitten er ook puntfouten in keramiek als gevolg van andere atomen. Dit
kunnen zowel substitutionele als interstitiële ionen zijn. Een substitutioneel ion zal het type ion vervangen waar
het het meest op lijkt. Vormt het ion normaal gesproken een kation, dan zal het een kation vervangen.
Het verschijnsel diffusie is voor ionische samenstellingen ingewikkelder dan voor metalen omdat er een
diffusiebeweging moet zijn van twee type ionen met tegengestelde ladingen.
12.2 MECHANISCHE EIGENSCHAPPEN VAN KERAMISCHE MATERIALEN
12.2.1 BROSSE BREUK IN KERAMISCHE MATERIALEN
Keramiek breekt vrijwel altijd voordat plastische vervorming kan plaatsvinden. Het proces van brosse breuk
bestaat uit de vorming en de verbreiding van scheuren door het dwarsoppervlak van het materiaal in de
richting loodrecht op de belasting. De gemeten breekspanningen van de meeste keramische materialen zijn
veel lager dan volgens de theorie op basis van de krachten tussen de atomen. Dit komt door de vele, hele
kleine gebreken in het materiaal die optreden als spanningsverhogers. Er is geen mechanisme zoals plastische
vervorming dat deze scheuren tegengaat. De in hoofdstuk 8 gegeven formules voor de spanning aan de
uiteinden van scheurtjes en voor de spanningsintensiteitsfactor gelden ook voor keramische materialen.
Omdat de gebreken in het materiaal geen invloed hebben bij drukspanningen, kunnen brosse keramische
materialen veel hogere drukspanningen aan dan trekspanningen.
Wanneer een scheur eenmaal gevormd is, versnelt de scheur tot een bepaalde kritische snelheid is bereikt. Bij
hogere snelheden kan de breuk gaan vertakken, waardoor een familie van scheuren kan ontstaan. De
versnelling is groter bij hogere spanningen.
14
Nonstoichiometrie doet zich bijvoorbeeld voor wanneer twee valentietoestanden bestaan voor een bepaald iontype,
bijvoorbeeld 𝐹𝑒 2+ en 𝐹𝑒 3+ . Wanneer twee 𝐹𝑒 3+ ion worden gevormd, kan de elektroneutraliteit worden hersteld door
een 𝐹𝑒 2+ vacature. Het kristal is niet langer stoichiometrisch omdat er een 𝑂 ion meer is dan 𝐹𝑒 ionen.
30
12.2.2. SPANNING-REKGEDRAG VAN KERAMISCHE MATERIALEN
Met keramische materialen kan geen trekproef worden uitgevoerd. Het is er lastig om een monster te maken
en grip uit te oefen op brosse materialen zonder ze te breken. Bovendien is er maar heel weinig rek. In plaats
daarvan wordt een buigtest uitgevoerd waarbij een staaf wordt gebogen tot het breekt (zie Figuur 40). Het
bovenste deel van de staaf ondervindt drukspanningen, het onderste deel trekspanningen. De maximale
trekspanning bevindt zich direct onder het aangrijpingspunt van de belasting. Deze spanning wordt de
BUIGSPANNING, 𝜎𝑓𝑠 genoemd.
3𝐹𝑓 𝐿
3𝐹𝑓 𝐿
𝜎𝑓𝑠 =
𝑜𝑓 𝜎𝑓𝑠 =
2
2𝑏𝑑
𝜋𝑅3
Hierin is 𝐹𝑓 de belasting bij breuk, 𝐿 de afstand tussen de ondersteuningspunten. 𝑏, 𝑑 en 𝑅 zijn in de in Figuur
40 aangegeven afmetingen van de staaf.
Figuur 40: Schematische weergave buigtest
Aangezien de meeste toepassingen van keramische materialen een groter volume hebben dan een bij een
buigtest gebruikte staaf – en daardoor dus meer gebreken bevat – is de werkelijke breukspanning lager. De
uitkomst voor de breukspanning van een trekproef is ook lager dan die van een buigproef omdat een groter
volume trekspanning ondervindt.
De elasticiteitsmodulus van keramische materialen kan op dezelfde manier worden afgeleid uit de resultaten
van een trekproef als bij metalen.
12.2.3. INVLOED VAN POROSITEIT
Bij sommige keramische fabricatietechnieken wordt het materiaal gevormd uit een poeder. Tijdens dit proces
worden poriën gevormd tussen de poederdeeltjes. Tijdens de warmtebehandeling zal een groot deel van de
porositeit verdwijnen, maar niet alles. De porositeit is van invloed op de elastische eigenschappen en de
sterkte. De elasticiteitmodulus, 𝐸, bijvoorbeeld neemt af met de volumefractie poriën, 𝑃 volgens
𝐸 = 𝐸0 (1 − 1,9𝑃 + 0,9𝑃2 )
waarin 𝐸0 de elasticiteitsmodulus van een niet-poreus materiaal is. Poriën zijn schadelijk voor de buigsterkte
omdat ze het dwarsoppervlak verkleinen en omdat ze als spanningsconcentrator optreden. De buigsterkte, 𝜎𝑓𝑟 ,
neemt exponentieel af met de volumefractie poriën.
𝜎𝑓𝑟 = 𝜎0 𝑒 −𝑛𝑃
𝜎0 en 𝑛 zijn experimentele constanten.
12.2.4 HARDHEID EN KRUIP
De hardheid van keramische materialen is lastig te meten omdat er scheuren ontstaan wanneer je een lichaam
in het materiaal wilt duwen. Enkel de Knoop Hardheidtest en Vickers hardheidstest zijn geschikt Hierbij neemt
echter de hardheid af bij een toenemende belasting, maar bereikt uiteindelijk een constante waarde.
Keramische materialen ondergaan vaak kruipvervorming als gevolg van blootstelling aan spanningen bij hoge
temperaturen. Dit kruipgedrag is gelijk aan dat van metalen, behalve dat de temperatuur in keramiek hoger is.
EXTRA: WEIBULLMODULUS
De kerfgevoeligheid leidt ertoe dat de afmetingen van aanwezige kerven van grote invloed zijn op de sterkte.
Daardoor vertonen de sterkte-eigenschappen een grote spreiding, wat berekeningen van constructiedelen op
sterkte onbetrouwbaar maakt. De WEIBULLMODULUS, 𝑚, geeft een indicatie van de spreiding van
keramische materialen. Hoe hoger de waarde, des te kleiner de spreiding. De waarde van 𝑚 wordt bepaald uit
31
een aantal proeven. Op basis van de resultaten kan bijvoorbeeld de hoogste belasting worden berekend die op
het materiaal kan worden toegelaten, waarbij de faalkans niet groter is dan 𝑃𝑓 = 10−2 , oftewel 1 op 100. De
berekening is gebaseerd op de functie
−(
𝜎 𝑚
)
𝑃𝑓 = 1 − 𝑒 𝜎0
waarin 𝜎 de werkspanning is en 𝜎0 een constante. Deze formule kan worden herschreven tot een lineaire
vergelijking met de Weibullmodulus als richtingscoëfficiënt.
1
ln ln (
) = 𝑚 ln(𝜎) − 𝑚 ln(𝜎0 )
1 − 𝑃𝑓
De Weibullmodulus wordt bepaald door van een aantal proefstukken de sterkte te bepalen. De gemeten
waarden worden in oplopende volgorde gezet en voor elke waarde wordt ln(𝜎) berekend. De faalkans 𝑃𝑓 voor
het 𝑖-de element uit een steekproefgrootte van 𝑛 proefstukken volgt uit
𝑖
𝑃𝑓 =
𝑛+𝑖
Uit de faalkans bij elke waarde wordt ln ln(1⁄1 − 𝑃𝑓 ) berekend. Vervolgens wordt in een grafiek
ln ln(1⁄1 − 𝑃𝑓 ) uitgezet op de y-as tegen ln(𝜎) op de x-as. Door de punten wordt een rechte lijn getrokken.
Hieruit kunnen 𝑚 en 𝜎0 worden bepaald. 𝑚 is de richtingscoëfficiënt van de lijn en −𝑚 ln(𝜎0 ) is de asafsnede.
HOOFDSTUK 14: POLYMEERSTRUCTUREN
De meeste polymeren zijn van oorsprong organisch. Veel organische materialen zijn KOOLWATERSTOFFEN,
stoffen opgebouwd uit waterstof en koolstof. De atomen zijn verbonden door een covalente binding. De
koolstofatomen hebben vier elektronen die een covalente binding aan kunnen gaan, de waterstofatomen één.
Dubbele en driedubbele bindingen ontstaan wanneer twee koolstofatomen twee of drie paar elektronen delen.
Moleculen met een dubbele of driedubbele binding zijn ONVERZADIGD. Het is mogelijk voor andere atomen of
atoomgroepen om aan dit atoom aan te hechten. Dit is niet mogelijk bij een VERZADIGDE koolwaterstof omdat
elk koolstofatoom al verbonden is met het maximum van vier andere atomen.15
De moleculen in polymeren zijn gigantisch en worden daarom MACROMOLECULEN genoemd. Een polymeer
ontstaat wanneer een groot aantal MONOMEREN aan elkaar worden gekoppeld. De monomeren bevatten ten
minste één dubbele binding. De vorming van een polymeer begint wanneer een initiator zich bindt aan een
monomeer. Hierbij klapt de dubbele binding als het ware open. Er blijft een enkele binding over en het
monomeer kan twee nieuwe bindingen aangaan waarvan één de binding met de initiator is. Het ontstane
molecuul heeft nog één bindingsplaats over en bindt zich op dezelfde manier aan een ander monomeer. Dit
proces herhaalt zich vele malen, waardoor een lange keten ontstaat (zie Figuur 41). De ‘ruggengraat’ van deze
koolstofketen is een rij koolstofatomen.
Figuur 41: De vorming van polyetheen uit etheenmoleculen
Wanneer alle monomeereenheden hetzelfde zijn, spreken we van een HOMOPOLYMEER. In alle andere
gevallen hebben we een COPOLYMEER. Het in Figuur 41 gevormde polymeer is BIFUNCTIONEEL. Dat wil
zeggen dat elk monomeer twee covalente bindingen met andere monomeren aan kan gaan. Er zijn ook
trifunctionele polymeren.
Niet alle polymeerketens in een materiaal zijn even lang. Er zijn meerdere manieren om de gemiddelde
̅𝑛 , wordt bepaald door de
molecuulmassa te bepalen. Het GETALSGEMIDDELDE MOLECUULGEWICHT, 𝑀
15
Er wordt uitgegaan van een bepaalde basiskennis wat betreft organische chemie. De structuurformules van alkanen
(methaan, ethaan, propaan, enz.), alkenen (etheen, propeen, enz.) en alkynen (ethyn, propyn) worden als bekend
beschouwd. De kenmerkende zijgroepen van alcoholen, ethers, zuren, e.d. worden ook niet behandeld.
32
ketens te sorteren op lengte en de som te nemen van het product van de gemiddelde molecuulmassa van elke
lengtegroep, 𝑀𝑖 en de verhouding van het aantal ketens met deze lengte ten opzichte van het totaal aantal
ketens, 𝑥𝑖 .
̅𝑛 = ∑ 𝑥𝑖 𝑀𝑖
𝑀
̅𝑤 wordt op dezelfde manier berekend, behalve dat de
Het GEWICHTSGEMIDDELDE MOLECUULGEWICHT, 𝑀
verhouding van het aantal ketens met deze lengte ten opzichte van het totaal aantal ketens, 𝑥𝑖 , is vervangen
door de verhouding van de massa van de ketens met deze lengte ten opzichte van de totale massa, 𝑤𝑖 .
̅𝑤 = ∑ 𝑤𝑖 𝑀𝑖
𝑀
Een alternatieve manier om de gemiddelde ketengrootte van een polymeer aan te geven is de
polymerisatiegraad, 𝐷𝑃, het gemiddelde aantal monomeereenheden in een keten.
̅𝑛
𝑀
𝐷𝑃 =
𝑚
waarin 𝑚 de massa is van de monomeereenheid. Hoe langer de polymeerketens – en dus hoe hoger de
molecuulmassa – des te hoger het smeltpunt van het materiaal.
Enkele bindingen kunnen roteren en buigen. Als gevolg hiervan is een polymeerketen niet recht, maar kan hij
allerlei vormen aannemen. Doordat alle ketens dat doen, raken ze verstrengeld in elkaar. Deze verstrengeling is
van belang voor verschillende eigenschappen van polymeren, zoals de uitrekking van rubber. Dubbele
bindingen en grote zijgroepen beperken de rotatie en daarmee de verstrengeling. Een mindere mate van
verstrengeling uit zich in een lagere stijfheid.
De eigenschappen van polymeren hangen behalve van de molecuulmassa en de vorm ook af van de structuur
van de molecuulketens. Vier veelvoorkomende molecuulstructuren zijn (zie Figuur 42):
LINEAIRE STRUCTUUR: Bij lineaire polynomen zijn de monomeereenheden aan de uiteinden aan
elkaar verbonden in een enkele keten. Deze ketens zijn flexibel en vergelijkbaar met een berg
spaghetti. De ketens zijn met elkaar verbonden door van der Waalskrachten.
VERTAKTE STRUCTUUR: Bij vertakte polymeren zijn ook ketens als zijtakken verbonden aan de
hoofdketen.
STRUCTUUR MET CROSSLINKS: Bij polymeren met crosslinks zijn aanliggende lineaire ketens op
verschillende punten met elkaar verbonden door covalente bindingen. Deze structuur vind je in
rubbers.
NETWERKSTRUCTUUR: Netwerkpolymeren ontstaan wanneer multifunctionele monomeren drie of
meer covalente bindingen aangaan, waardoor een driedimensionaal netwerk ontstaat.
Figuur 42: Schematische weergave van een lineaire structuur (a), vertakte structuur (b), structuur met crosslinks (c) en een
netwerkstructuur (d)
33
Wanneer de monomeereenheid niet symmetrisch is, zijn er verschillende configuraties mogelijk. De eenheden
kunnen allemaal in dezelfde richting (head-to-tail) of in continu wisselende richting (head-to-head) liggen.
Isomerie is het verschijnsel waarbij er meerdere configuraties mogelijk zijn, oftewel, wanneer er moleculen
bestaan met dezelfde molecuulformule maar verschillende structuurformules. Er zijn twee typen isomerie van
belang:
STEREOISOMERIE: Er is sprake van stereoisomerie wanneer de monomeereenheden in dezelfde
richting gekoppeld zijn (head-to-tail)16, maar de ruimtelijke ordening niet hetzelfde is. Wanneer alle
gelijke zijgroepen aan dezelfde kant zitten, is er sprake van een ISOTACTISCHE configuratie. Wanneer
de zijgroepen telkens wisselen van kant, is er sprake van een SYNDIOTACTISCHE configuratie.
Wanneer de ruimtelijke ordening willekeurig is, is er sprake van een ATACTISCHE configuratie.
Omzetting van de ene configuratie naar de andere is enkel mogelijk door verbindingen te verbreken
en nieuwe te vormen.
Figuur 43: Drie configuraties voor een bepaald isomeer. Van boven naar beneden: isotactische configuratie, syndiotactische
configuratie, atactische configuratie
GEOMETRISCHE ISOMERIE: Dit type isomeren is mogelijk wanneer een monomeereenheid een
dubbele binding bevat tussen de atomen van de koolstofketen met aan elk van beide koolstofatomen
van de dubbele binding een zijgroep. Wanneer deze zijgroepen aan dezelfde kant van de dubbele
binding zitten, is er sprake van een CIS structuur. Wanneer de zijgroepen tegenover elkaar zitten, is er
sprake van een TRANS structuur.
Thermoplasten en thermoharders zijn twee typen polymeren. THERMOPLASTEN worden zacht wanneer ze
verwarmd worden. De secundaire bindingskrachten worden verminderd waardoor de aanliggende ketens langs
elkaar kunnen bewegen. Wanneer een thermoplast op te hoge temperatuur wordt gebracht, vindt
desintegratie plaats. De meeste lineaire polymeren en sommige vertakte polymeren met flexibele ketens zijn
thermoplastisch.
THERMOHARDERS zijn netwerkpolymeren. Ze worden niet zacht wanneer ze verwarmd worden vanwege de
crosslinks tussen de aangrenzende molecuulketens. Bij hele hoge temperaturen vindt wel desintegratie plaats.
COPOLYMEREN zijn polymeren die zijn opgebouwd uit verschillende typen monomeereenheden. Wanneer de
verschillende typen elkaar om en om opvolgen, is er sprake van een AFWISSELEND COPOLYMEER. Wanneer ze
elkaar in blokken afwisselen, is er sprake van een BLOKCOPOLYMEER. Wanneer de monomeereenheden van
de zijtakken van het ene type zijn en de hoofdketen van het andere type, dan is er sprake van een
ENTCOPOLYMEER. Daarnaast bestaan er ook WILLEKEURIGE COPOLYMEREN.
Ook in polymeermaterialen kan er sprake zijn van kristalliniteit. POLYMEERKRISTALLINITEIT is als de
ordening van een moleculaire keten zodanig dat een geordend gebied ontstaat (zie Figuur 44). Kleine
moleculen zijn volledig kristallijn of volledig amorf. Polymeren zijn vanwege hun grootte vaak slechts deels
Wanneer de polymeren in Figuur 43‘head-to-head’ gekoppeld zouden zijn, dan zouden er telkens twee koolstofatomen
met zijgroepen naast elkaar zitten, en daarnaast twee koolstofatomen zonder zijgroepen.
16
34
kristallijn (semikristallijn). Dit betekent er kristallijne gebieden zijn in een voor de rest amorf materiaal. De
KRISTALLISATIEGRAAD geeft aan in welke mate het materiaal kristallijn is.
𝜌𝑐 (𝜌𝑠 − 𝜌𝑎 )
𝑘𝑟𝑖𝑠𝑡𝑎𝑙𝑙𝑖𝑠𝑎𝑡𝑖𝑒𝑔𝑟𝑎𝑎𝑑 =
× 100
𝜌𝑠 (𝜌𝑐 − 𝜌𝑎 )
Hierin is 𝜌𝑠 de dichtheid van het monster waarvoor je de kristallisatiegraad wilt bepalen, 𝜌𝑎 de dichtheid van
het geheel amorfe polymeer en 𝜌𝑐 de dichtheid van het perfect kristallijne polymeer. De kristallisatiegraad is
afhankelijk van de koelsnelheid tijdens het stollen van het materiaal. Wanneer de temperatuur langzaam daalt,
is er voor het polymeer meer tijd om zich te ordenen en is de kristallisatiegraad hoger. De kristallisatiegraad is
ook afhankelijk van het type polymeer. Er zal niet snel kristallisatie optreden in polymeren met complexe
monomeereenheden of polymeren met zijtakken. De meeste
netwerkpolymeren en polymeren met crosslinks zijn altijd vrijwel
geheel amorf.
Figuur 44: Polymeerketens in een semikristallijn materiaal
In de kristallijne gebieden in een semikristallijn materiaal vormt de
polymeerketen kleine plaatjes (lamellen). Deze plaatsen vormen een
structuur met meer lagen doordat de plaatjes zich meerdere
zigzaggend vouwen. Dit is het GEVOUWEN-KETTINGMODEL. Veel hele
grote polymeren vormen een sferuliete structuur. Een SFERULIET (zie
Figuur 45) ontstaat door de snelle groei van de lamellaire structuren en
bestaat uit een opeenhoping van lintachtige gevouwen lamellen die
uitstralen vanuit een middelpunt. De verschillende sferulieten groeien
tegen elkaar en zijn vergelijkbaar met de korrels in een polykristallijn
metaal.
Figuur 45: Schematische weergave van een
sferutliet
Fouten in polymeren zijn anders dan fouten in metalen en keramieken. In de kristallijne gebieden van
polymeren zitten puntfouten zoals in metalen (vacatures, interstitiële atomen en ionen). Ketenuiteinden
kunnen ook worden gezien als fouten. Verder kunnen er fouten ontstaan door zijtakken in het polymeer. Figuur
46 weergeeft allerlei typen fouten die in een polymeerkristalliet voor kunnen komen.
Figuur 46: Schematische weergave van fouten in polymeerkristallieten
35
Diffusiegraden zijn in de amorfe gebieden hoger dan in de kristallijne gebieden omdat de structuur hier meer
open is. Een stap in het diffusieproces is het oplossen van de atomen in het membraanmateriaal. De eerste wet
van Fick is gewijzigd in
∆𝑃
𝐽 = 𝑃𝑀
𝑥
Hierin is 𝐽 de diffusieflux van gas door het membraan, 𝑃𝑀 de doordringbaarheidscoëfficiënt, ∆𝑃 het verschil in
druk van het gas door het membraan en ∆𝑥 de dikte van het membraan.
Voor kleine moleculen in niet-glasachtige polymeren geldt voor de doordringbaarheidscoëfficiënt
𝑃𝑀 = 𝐷𝑆
waarin 𝐷 de diffusiecoëfficiënt is en 𝑆 de oplosbaarheid van het gas in het polymeer.
HOOFDSTUK 15: EIGENSCHAPPEN VAN POLYMEREN
15.1 MECHANISCH GEDRAG VAN POLYMEREN
Er zijn verschillende types van spanning-rekgedrag bij polymeermaterialen. Curve A in Figuur 47 illustreert het
spanning-rekgedrag van een bros polymeer. Dit materiaal breekt tijdens de elastische vervorming. Plastic
materiaal, curve B in de figuur, gedraagt zich zoals veel metalen. Eerst is er elastische vervorming, daarna
plastische vervorming. De vervorming van ELASTOMEREN, curve C in de figuur, is geheel elastisch.
Figuur 47: Spannings-rekdiagram met curves voor brosse (curve A), plastic (curve B) en zeer elastische polymeren (curve C)
De trekmodulus, de elasticiteitsmodulus voor polymeren, en de taaiheid in verlengingspercentage worden voor
polymeren op dezelfde wijze bepaald als voor metalen. De rekgrens van plastic polymeren is het maximum van
de curve. De bijbehorende spanning is de vloeispanning, 𝜎𝑦 . De treksterkte, 𝑇𝑆, is de spanning waarbij het
materiaal breekt. De vloeispanning en de treksterkte van polymeren zijn veel lager dan die van metalen.
Daarnaast zijn de mechanische eigenschappen van polymeren veel temperatuurgevoeliger en afhankelijker van
de reksnelheid.
De vervorming van een polymeer tijdens uitrekking is weergegeven in Error! Reference source not found.. In
het bovenste rekgrens begint het materiaal in te snoeren. Binnen deze insnoering worden de ketens
georiënteerd, dat wil zeggen, ze komen parallel te liggen aan de rekrichting. Dit leidt tot lokale versterking. In
dit gebied is er daardoor een weerstand tegen verdere vervorming. De verlenging van het materiaal gaat voort
door verlenging van de insnoering.
36
Figuur 48: Spanning-rekkromme voor een semikristallijne polymeer met een aantal vervormingsstadia aangegeven
De breuksterkte van polymeermaterialen is relatief laag ten opzicht van die van metalen en keramiek. De breuk
in thermoharders is bros. Tijdens het breukproces vormen zich scheurtjes in de gebieden waar een lokale
spanningsconcentratie zit, bijvoorbeeld rondom krasjes. De spanning is aan de uiteinden van deze scheurtjes
versterkt, wat leidt tot verbreiding van de scheur en uiteindelijk tot breuk. Voor thermoplasten is zowel brosse
als taaie breuk mogelijk. Factoren die brosse breuk begunstigen zijn een verlaging van de temperatuur, een
verhoging van de reksnelheid, de aanwezigheid van een scherpe kerf, een toename van de dikte van het
materiaal en een wijziging van de structuur waardoor de glasovergangstemperatuur toeneemt. Glasachtige
polymeren zijn bros onder hun glasovergangstemperatuur.17
Een verschijnsel dat vaak optreedt in sommige thermoplasten zijn haarscheurtjes. In de gebieden met hele
lokale plastische vervorming ontstaan microvoids met daartussen vezelbruggen. Wanneer de belasting groot
genoeg is, breken deze bruggen en groeien de microvoids aan elkaar tot een scheur (zie Figuur 49).
Figuur 49: Scheurvorming als gevolg van microvoids
Ook in polymeren treedt vermoeiing op bij spanningsniveaus die relatief laag zijn ten opzichte van de
vloeispanning. Sommige polymeren hebben een vermoeiingslimiet, een spanningsniveau waarbij de spanning
bij breuk onafhankelijk is van het aantal cycli. Het vermoeiingsgedrag van polymeren is veel meer gevoelig voor
de belastingsfrequentie dan bij metalen. Ronddraaiende polymeren bij grote spanningen en/of hoge
frequenties worden warm waardoor het als gevolg van het zachter worden van het materiaal breekt.
15.2 VERVORMINGSMECHANISMEN VAN POLYMEREN
15.2.1 VERVORMING VAN SEMIKRISTALLIJNE POLYMEREN
17
De glasovergangstemperatuur komt verderop in dit hoofdstuk ter sprake.
37
De elastische vervorming van een semikristallijne polymeer begint doordat de ketenmoleculen in de amorfe
gebieden verlengen in de richting van de spanning. Ook de kristallijne gebieden worden iets langer. De
elasticiteitsmodulus is een combinatie van de elasticiteitsmodulus van de kristallijne en de amorfe fases.
Voorbij de rekgrens gaan aanliggende ketens in de lamellen langs elkaar glijden. Als gevolg hiervan kantelen de
lamellen zodat de ketens in de (in blokken verdeelde) lamellen parallel liggen aan de trekrichting. Dit proces is
omkeerbaar. Wanneer het materiaal tijdens het proces verwarmd wordt tot iets onder het smeltpunt, zullen
zich weer kristallen vormen en keert de sferuliete structuur terug.
Figuur 50: Schematische weergave van de vervorming van een brosse polymeer (rood) en een plastic polymeer (blauw)
De mechanische eigenschappen van semikristallijne polymeren zijn afhankelijk van verschillende factoren.
Temperatuur: Een hogere temperatuur leidt tot een lagere trekmodulus, een verlaging van de
treksterkte en een hogere taaiheid.
Reksnelheid: Een lagere reksnelheid leidt tot een lagere trekmodulus, een verlaging van de treksterkte
en een hogere taaiheid.
Molecuulmassa: Een hogere molecuulmassa leidt tot een hogere treksterkte.
𝐴
𝑇𝑆 = 𝑇𝑆∞ −
̅𝑛
𝑀
waarin 𝑇𝑆∞ de treksterkte is bij een oneindige molecuulmassa en 𝐴.
Kristalliniteitsgraad: De kristalliniteitsgraad beïnvloedt de secundaire bindingen tussen de moleculen.
Deze is veel sterker in de kristallijne gebieden. Als gevolg hiervan is bij een hogere kristalliniteitsgraad
de trekmodulus groter en is het materiaal brosser.
Voorvervorming (predeformatie): Door het materiaal plastisch te vervormen, nemen de sterkte en de
trekmodulus toe. De eigenschappen van gepredeformeerde semikristallijne polymeren zijn wel sterk
anisotroop (niet in alle richtingen hetzelfde). Bij amorfe polymeren blijft de door voorvervorming
ontstane georiënteerde structuur enkel behouden wanneer het materiaal snel wordt afgekoeld.
Warmtebehandeling: Warmtebehandelingen leiden tot een toename van het
kristalliniteitspercentage, de grootte van de kristallen en verandering van de sferuliete structuur. De
trekmodulus en de vloeigrens nemen toe, de taaiheid neemt af. Voor sommige voorvervormde
polymeren echter, hebben warmtebehandeling het tegengestelde effect van de voorvervorming.
15.2.2 VERVORMING VAN ELASTOMEREN
Elastomeren kunnen heel ver worden uitgerekt vanwege de crosslinks. Deze zorgen voor een kracht om de
ketens weer terug te brengen naar de onvervormde toestand. In een spanningsloze toestand is het elastomeer
amorf en zijn de ketens sterk verstrengeld. Bij het elastisch vervormen worden de ketens deels losgemaakt uit
deze verstrengelingen. Een deel van de drijvende kracht voor deze vervorming is de entropie, een maat voor de
mate van wanorde in een systeem. Wanneer een elastomeer is uitgerekt is het systeem meer geordend en is
38
de entropie laag. Wanneer er geen kracht meer wordt uitgeoefend op het elastomeer keert het terug naar zijn
verstrengelde vorm omdat het streeft naar een zo hoog mogelijke entropie.
Figuur 51: Schematische weergave van de vervorming van een brosse polymeer (rood) en een elastomeer (blauw)
Bij elastomeren is er geen sprake van plastische vervorming. De crosslinks voorkomen namelijk dat de ketens
langs elkaar gaan bewegen. Deze crosslinks ontstaan tijdens een VULKANISATIEPROCES. Hierbij worden in de
meeste gevallen zwavelverbindingen toegevoegd aan. Deze binden zich aan aanliggende
polymeerhoofdketens. Hierbij worden dubbele bindingen in de hoofdketens enkele bindingen (zie Figuur 52).
Figuur 52: Vulkanisatieproces
15.3 KRISTALLISATIE, SMELTEN EN GLASOVERGANGSVERSCHIJNSELEN IN POLYMEREN
KRISTALLISATIE is het proces waarbij, na afkoeling, een kristallijne vaste fase wordt gevormd uit een vloeistof
met een willekeurige molecuulstructuur. Wanneer een gesmolten polymeer wordt afgekoeld tot onder het
smeltpunt, vormen zich kernen waarin kleine gebieden van de verstrengelde moleculen geordend worden. 18
Deze kernen groeien waarbij een steeds groter deel van de polymeren geordend wordt. Het percentage van
het materiaal dat gekristalliseerd is, 𝑦, is een functie van de tijd, 𝑡.
𝑛
𝑦 = 1 − 𝑒 −𝑘𝑡
Hierin zijn 𝑘 en 𝑛 tijdsafhankelijke constanten.
SMELTEN is het tegenovergestelde proces van kristallisatie. Wanneer een kristallijn polymeer wordt verwarmd
tot boven het SMELTPUNT, 𝑇𝑚 , dan ontstaat een viskeuze vloeistof. Het smelten vindt plaats over een reeks
temperaturen. Hoe dikker de lamellen, des te hoger het smeltpunt. Onzuiverheden verlagen het smeltpunt.
Ook de snelheid van het verwarmen is van invloed op het smeltpunt.
Het GLASOVERGANGSVERSCHIJNSEL doet zich voor wanneer een vloeistof met amorfe polymeren stolt en
daarbij zijn ongeordende molecuulstructuur, die kenmerkend is voor een vloeistof, behoudt. De glasovergang
komt overeen met de geleidelijke transformatie van een vloeistof in een rubber en van een rubber in een vaste
stof. De temperatuur waarbij het polymeer deze overgang van rubber naar vast ondergaat is de
GLASOVERGANGSTEMPERATUUR, 𝑇𝑔 . Zowel het smeltpunt als de glasovergangstemperatuur kunnen worden
afgeleid door het (specifiek) volume van verschillende typen polymeren uit te zetten tegen de temperatuur, zie
18
Bij temperaturen boven het smeltpunt zijn deze kernen onstabiel doordat de trillingen van de atomen de moleculaire
ordening willen verbreken.
39
Figuur 53. Bij kristallijne materialen is er een discontinue verandering in het specifieke volume bij het
smeltpunt. De kromme van een amorf materiaal is continu, maar de helling neemt af vanaf de
glasovergangstemperatuur. Het gedrag van een semikristallijn materiaal is een combinatie van beide.
Figuur 53: (Specifiek) volume ten opzichte van de temperatuur na afkoeling voor een geheel amorfe polymeer (glas) en een kristallijne
polymeer
Het smeltpunt van een polymeer is onder andere afhankelijk van de ketenstijfheid, het gemak waarmee de
chemische bindingen in de keten kunnen draaien. Dubbele bindingen en grote zijgroepen leiden tot een hoger
smeltpunt. Het smeltpunt is ook afhankelijk van de molecuulmassa. Hoe hoger de molecuulmassa, des te hoger
het smeltpunt. Dit verklaart ook waarom polymeren smelten bij een reeks van temperaturen in plaats van bij
één smeltpunt. Niet alle moleculen zijn even zwaar. Tot slot is ook de hoeveelheid zijtakken van belang. Hoe
meer zijtakken, des te meer fouten in de kristalstructuur en des te lager het smeltpunt.
De glasovergangstemperatuur is afhankelijk van dezelfde factoren als het smeltpunt.
HOOFDSTUK 16: COMPOSIETEN
COMPOSIETEN worden gemaakt door verschillende te combineren. Het zijn meerfasige materialen die de
gunstige eigenschappen van beide fasen combineren. De verschillende fasen moeten chemisch verschillend zijn
en van elkaar zijn gescheiden. In tegenstelling tot metalen, keramiek en polymeren is de microstructuur van
een composiet niet uniform en discontinu.
Veel composieten zijn samengesteld uit twee fasen. De ene fase is de MATRIX. Deze fase is continu en omgeeft
de andere fase, de VERSPREIDE FASE. De eigenschappen van deze composieten zijn een functie van de
eigenschappen van beide fases, hun relatieve hoeveelheden en de geometrie van de verspreide fase.
Composieten kunnen worden onderverdeeld volgens het in Figuur 54 weergegeven classificatieschema.
Figuur 54: Classificatieschema voor composiettypen
16.1 DEELTJES-VERSTERKTE COMPOSIETEN
De twee subclassificaties van deeltjes-versterkte composieten zijn grote-deeltjes composieten en dispersieversterkte composieten. Het verschil zit hem in het versterkingsmechanisme. Bij GROTE-DEELTJES
40
COMPOSIETEN kan de interactie tussen de deeltjes en de matrix niet op atomisch of moleculair niveau
worden behandeld. De versterkende deeltjes gaan beweging van de matrixfase tegen in hun nabijheid. De
matrix draagt een deel van de spanning over aan de deeltjes. Voor een effectieve versterking moeten de
deeltjes klein zijn en gelijkmatig verdeeld door de matrix.
De elasticiteitsmodulus is afhankelijk van de volumeverhouding van beide fases. Hij zou moeten liggen tussen
de bovengrens
𝐸𝑐 (𝑢) = 𝐸𝑚 𝑉𝑚 + 𝐸𝑝 𝑉𝑝
en de ondergrens
𝐸𝑚 𝐸𝑝
𝐸𝑐 (𝑙) =
𝑉𝑚 𝐸𝑝 + 𝑉𝑝 𝐸𝑚
waarin 𝐸 staat voor de elasticiteitsmodulus en 𝑉 voor de volumeverhouding van het composiet (𝑐), de matrix
(𝑚) en de deeltjes (𝑝).
Bij DISPERSIE-VERSTERKTE COMPOSIETEN vindt de interactie plaats op atomisch of moleculair niveau.
Wanneer de matrix een belast wordt, belemmeren of voorkomen de kleine deeltjes de beweging van
dislocaties. Plastische vervorming wordt zo tegengegaan waardoor de sterkte en de hardheid toenemen.
16.2 VEZEL-VERSTERKTE COMPOSIETEN
Vezel-versterkte composieten worden vaak toegepast vanwege hun hoge sterkte en/of stijfheid ten opzichte
van hun gewicht. De twee subclassificaties van vezel-versterkte composieten zijn composieten met CONTINUE
VEZELS en composieten met DISCONTINUE VEZELS. Continue vezels zijn parallel aan elkaar uitgelijnd.
Discontinue vezels kunnen uitgelijnd, willekeurig georiënteerd of deels gericht zijn (zie Figuur 55).
Figuur 55: Schematische weergave van vezel-versterkte composieten. V.l.n.r.: Composiet met continue vezels, composiet met gerichte
discontinue vezels, composiet met willekeurig georiënteerde discontinue vezels
De mechanische eigenschappen van composieten met continue, gerichte vezels zijn afhankelijk van het
spanning-rekgedrag van de vezel- en matrixfase, de volumefracties van beide fasen en de richting van de
spanning. Deze eigenschappen zijn sterk anisotroop. Wanneer een spanning wordt aangebracht in de richting
van de vezels (longitudinaal), zijn de eigenschappen heel anders dan wanneer een spanning wordt aangebracht
loodrecht op de vezels (transversaal). Beide situaties zijn weergegeven in Figuur 56.
41
Figuur 56: Schematische weergave van de belasting van continue, gerichte vezel-versterkte composieten in longitudinale (links) en
transversale richting
Figuur 57.b weergeeft de spanning-rekkromme van een continue vezel-versterkte composiet wanneer deze is
onderworpen aan een longitudinale belasting. We gaan hierbij uit van brosse vezels en een taaie matrix. In het
eerste stadium vervormen zowel de vezels als de matrix elastisch. Na dit punt vervormt de matrix plastisch
terwijl de vezels elastisch blijven vervormen. Bij deze overgang neemt het deel van de belasting dat wordt
gedragen door de vezels toe. Wanneer er vezels beginnen te breken, hoeft dit nog geen catastrofale gevolgen
te hebben voor het composiet. Niet alle vezels breken tegelijk en de matrix is nog intact. Hierdoor zijn de
gebroken vezels nog steeds in staat om een (verminderde) belasting te dragen.
Figuur 57: a) Spanning-rekkromme voor de brosse vezel- en de taai matrixmaterialen van een continue vezel-versterkte composiet. b)
Spanning-rekkromme voor een continue vezel-versterkte composiet die is onderworpen aan een longitudinale belasting
Ervan uitgaande dat de vervorming van de matrix en de vezels hetzelfde is, geldt dat de totale kracht gedragen
door het composiet, 𝐹𝑐 gelijk is aan de som van de krachten gedragen door de matrix, 𝐹𝑚 , en door de vezels, 𝐹𝑓 .
𝐹𝑐 = 𝐹𝑚 + 𝐹𝑓
Aangezien 𝐹 = 𝜎𝐴 geldt ook
𝜎𝑐 𝐴𝑐 = 𝜎𝑚 𝐴𝑚 + 𝜎𝑓 𝐴𝑓
Oftewel
𝐴𝑓
𝐴𝑚
𝜎𝑐 = 𝜎𝑚
+ 𝜎𝑓
𝐴𝑐
𝐴𝑐
Aangezien de oppervlaktefracties 𝐴𝑚 /𝐴𝑐 en 𝐴𝑓 /𝐴𝑐 gelijk zijn aan de volumefracties 𝑉𝑚 en 𝑉𝑓 geldt ook
𝜎𝑐 = 𝜎𝑚 𝑉𝑚 + 𝜎𝑓 𝑉𝑓
Aangezien we er vanuit zijn gegaan dat de vervorming van de matrix en de vezels hetzelfde is, geldt
𝜀𝑐 = 𝜀𝑚 = 𝜀𝑓
waaruit volgt
42
𝜎𝑓
𝜎𝑐 𝜎𝑚
=
𝑉 + 𝑉
𝜀𝑐 𝜀𝑚 𝑚 𝜀𝑓 𝑓
Aangezien 𝐸 = 𝜎/𝜀 kan deze formule ook worden geschreven als
𝐸𝑐 = 𝐸𝑚 𝑉𝑚 + 𝐸𝑓 𝑉𝑓 = 𝐸𝑚 (1 − 𝑉𝑓 ) + 𝐸𝑓 𝑉𝑓
Uitgaande van een transversale belasting geldt een soortgelijke afleiding. Hier is echter de niet de rek, maar de
spanning in de matrix en de vezels hetzelfde.
𝜎𝑐 = 𝜎𝑚 = 𝜎𝑓
Daarnaast is bekend dat de vervorming van het composiet gelijk is aan
𝜀𝑐 = 𝜀𝑚 𝑉𝑚 + 𝜀𝑓 𝑉𝑓
Aangezien 𝜀 = 𝜎/𝐸 geldt dus ook
𝜎
𝜎
𝜎
=
𝑉𝑚 + 𝑉𝑓
𝐸𝑐 𝐸𝑚
𝐸𝑓
oftewel
1
𝑉𝑚 𝑉𝑓
=
+
𝐸𝑐 𝐸𝑚 𝐸𝑓
oftewel
𝐸𝑚 𝐸𝑓
𝐸𝑚 𝐸𝑓
𝐸𝑐 =
=
𝑉𝑚 𝐸𝑓 + 𝑉𝑓 𝐸𝑚 (1 − 𝑉𝑓 )𝐸𝑓 + 𝑉𝑓 𝐸𝑚
16.3 STRUCTURELE COMPOSIETEN
Twee van de meest voorkomende structurele composieten zijn
laminaatcomposieten en sandwichpanelen. Een LAMINAATCOMPOSIET
bestaat uit tweedimensionale bladen of panelen die in een bepaalde richting
de hoogste sterkte hebben. De panelen worden zodanig op elkaar bevestigd
dat de oriëntatie van deze voorkeursrichting varieert met iedere volgende
laag (zie Figuur 58). Hierdoor heeft het composiet een relatief hoge sterkte
in verschillende richtingen in het tweedimensionale vlak.
Figuur 58: Schematisch weergave
SANDWICHPANELEN zijn lichtgewicht panelen met een relatief hoge
stijfheid en sterkte. Een sandwichpaneel bestaat uit twee buitenoppervlakken van de opbouw van een
laminaatcomposiet
die zijn gescheiden en verbonden door een dikke kern. De buitenste bladen
zijn gemaakt van een relatief stijf en sterk materiaal terwijl het kernmateriaal
een lichtgewicht is met een lage elasticiteitsmodulus. De kern zorgt voor een continue ondersteuning van de
buitenoppervlakken. Hij moet voldoende afschuifsterkte hebben om de transversale schuifspanningen op te
vangen en hij moet ook dik genoeg zijn om knikken van het paneel te voorkomen. Een speciaal type kern is de
kern met een honingraatstructuur. Uit dunne folies zijn in elkaar grijpende hexagonale cellen gevormd met hun
as loodrecht op het oppervlak georiënteerd (zie Figuur 59).
Figuur 59: Schematische weergave van de opbouw van een sandwichcomposiet met een honingraatstructuur
HOOFDSTUK 22: MATERIAALSELECTIE EN ONTWERPOVERWEGINGEN
43
Kortgezegd kan het proces van MATERIAALSELECTIE worden gesplitst in 4 stappen:
1. Analyse van de component: het vertalen van de ontwerpeisen naar functies, beperkingen, doelen en
vrije variabelen
2. Selectie op basis van criteria: het elimineren van materialen die niet voldoen
3. Aanbrengen van een volgorde, de meest geschikte vooraan
4. Opzoeken van achtergrondinformatie
Beperkingen zijn criteria in de vorm van een maximale of een minimale waarde, zoals een minimale sterkte of
een maximale diameter. Daarnaast zijn er criteria die een minimum of maximum nastreven, zoals de kosten. De
laagst mogelijke kosten zijn gewenst, maar er is geen specifieke prijs vereist. Dergelijke criteria werken elkaar
vaak tegen. Een voorbeeld zijn de eigenschappen sterkte en kosten. Hoe sterker een materiaal, hoe duurder
het over het algemeen wordt. In dit soort situaties kunnen met behulp van een PRESTATIE-INDEX de meest
geschikte materialen worden bepaald.
De eerste stap van het opstellen van een prestatie-index is het schrijven van de ene eigenschap schrijven als
een functie de andere eigenschap. Uit de gevonden formule blijkt het verband tussen beide eigenschappen. Dit
verband wordt beschreven door de prestatie-index. Alle variabelen die geen direct verband hebben met de
onderzochte eigenschappen, hebben geen invloed op de prestatie-index. Het verband tussen de onderzochte
eigenschappen kan met behulp van logaritmen als een lineair verband worden uitgedrukt. Grafisch
weergegeven vormen alle materialen een aantal lijnen met een helling afhankelijk van het verband. Op de
hoogste lijnen liggen de materialen met de hoogste prestatie-indices, oftewel, de meest geschikte materialen.
Voorbeeld:
We zoeken een materiaal met een zo laag mogelijk gewicht met voldoende stijfheid. De eerste stap is het
schrijven van de massa als een functie van de elasticiteitsmodulus. Dit doen we op basis van de volgende
formules voor de massa, 𝑚, en de verlenging, ∆𝐿. We gaan ervan uit dat de verlenging maximaal is.
𝐹𝐿
𝐹𝐿
𝑚 = 𝐴𝐿𝜌 𝑒𝑛 ∆𝐿 =
→𝐴=
𝐸𝐴
𝐸∆𝐿𝑚𝑎𝑥
Invullen van de formule voor het oppervlak, 𝐴, in de formule voor de massa, 𝑚, levert
𝐹𝐿2 𝜌
𝑚=
∆𝐿𝑚𝑎𝑥 𝐸
Het verband tussen de massa, 𝑚, en de elasticiteitsmodulus, 𝐸, wordt gegeven door de term 𝜌/𝐸. Hieruit volgt
de volgende prestatie-index
𝐸
𝑀𝑠𝑡𝑖𝑗𝑓ℎ𝑒𝑖𝑑,𝑡𝑟𝑒𝑘 =
𝜌
Oftewel, alle materialen met gelijke verhouding 𝐸/𝜌 zijn gelijkwaardig. Wanneer we van beide kanten de
logaritme nemen, ontstaat een lineair verband.
𝐸
𝑙𝑜𝑔(𝑀𝑠𝑡𝑖𝑗𝑓ℎ𝑒𝑖𝑑,𝑡𝑟𝑒𝑘 ) = 𝑙𝑜𝑔 ( ) = 𝑙𝑜𝑔(𝐸) − 𝑙𝑜𝑔(𝜌)
𝜌
𝑙𝑜𝑔(𝐸) = 𝑙𝑜𝑔(𝜌) + 𝑙𝑜𝑔(𝑀𝑠𝑡𝑖𝑗𝑓ℎ𝑒𝑖𝑑,𝑡𝑟𝑒𝑘 )
Dit is een vergelijking in de vorm 𝑦 = 𝑎𝑥 + 𝑏 waarbij 𝑎 = 1. Wanneer we 𝑙𝑜𝑔(𝐸) uitzetten tegen 𝑙𝑜𝑔(𝜌), dan
ontstaan rechte lijnen met helling 1 (zie Figuur 60). De asafsnede is 𝑙𝑜𝑔(𝑀𝑠𝑡𝑖𝑗𝑓ℎ𝑒𝑖𝑑,𝑡𝑟𝑒𝑘 ). Wanneer we een
minimale waarde voor de prestatie-index vaststellen, kunnen we een lijn met helling 1 die de y-as snijdt ter
hoogte van 𝑙𝑜𝑔(𝑀𝑠𝑡𝑖𝑗𝑓ℎ𝑒𝑖𝑑,𝑡𝑟𝑒𝑘 ). Alle materialen die op of boven deze lijn liggen, voldoen.
44
Figuur 60: De sterkte op dubbel logaritmische schaal uitgezet tegen de dichtheid. De rode stippellijnen geven de prestatie-indices voor 4
verschillende waarden.
45