UNIVERSITEIT GENT
FACULTEIT FARMACEUTISCHE WETENSCHAPPEN
Vakgroep Geneesmiddelenleer
Laboratorium voor Farmaceutische Technologie
Academiejaar 2011-2012
ONTWIKKELING VAN EEN FORMULATIE
MET DUALE GENEESMIDDELVRIJSTELLING
DOOR MIDDEL VAN CO-EXTRUSIE
Eva DEMERRE
Eerste Master in de Farmaceutische Zorg
Promotor
Prof. Dr. Apr. C. Vervaet
Commissarissen
Prof. Dr. Apr. T. De Beer
Dr. Apr. E. Mehuys
UNIVERSITEIT GENT
FACULTEIT FARMACEUTISCHE WETENSCHAPPEN
Vakgroep Geneesmiddelenleer
Laboratorium voor Farmaceutische Technologie
Academiejaar 2011-2012
ONTWIKKELING VAN EEN FORMULATIE
MET DUALE GENEESMIDDELVRIJSTELLING
DOOR MIDDEL VAN CO-EXTRUSIE
Eva DEMERRE
Eerste Master in de Farmaceutische Zorg
Promotor
Prof. Dr. Apr. C. Vervaet
Commissarissen
Prof. Dr. Apr. T. De Beer
Dr. Apr. E. Mehuys
AUTEURSRECHT
“De auteur en de promotor geven de toelating deze masterproef voor consultatie
beschikbaar te stellen en delen ervan te kopiëren voor persoonlijk gebruik. Elk ander gebruik
valt onder de beperkingen van het auteursrecht, in het bijzonder met betrekking tot de
verplichting uitdrukkelijk de bron te vermelden bij het aanhalen van de resultaten uit deze
masterproef.”
Juni 2012
Promotor
Prof. Dr. Apr. Chris Vervaet
Auteur
Eva Demerre
Samenvatting
Het doel van dit onderzoek is om ‘hot melt’ co-extrusie te implementeren in de
farmaceutische industrie. Eén van de toepassingen van co-extrusie is de ontwikkeling van
formulaties met een duale geneesmiddelvrijstelling. De co-extrudaten bestaan uit
concentrische cilinders (core/coat-systeem). Als modelgeneesmiddel wordt gebruik gemaakt
van natrium diclofenac, een niet-steroïdaal anti-inflammatoir geneesmiddel. Het doel van
deze masterproef is de optimalisatie van mini-matrices die natrium diclofenac duaal
vrijstellen.
Uit dit onderzoek bleek dat co-extrudaten op basis van PCL (core) en PEO/PEG (coat)
flexibele systemen zijn om preparaten met duale vrijstelling te produceren. Door variatie van
de extrusietemperatuur, de geneesmiddelbelading en/of de matrijsafmetingen konden
formulaties met de gewenste eigenschappen (in vitro en in vivo geneesmiddelvrijstelling,
adhesie tussen beide lagen) ontwikkeld worden. De karakterisatie van de co-extrudaten met
behulp van XRD en DSC toonde aan dat NaD zowel in de coat als in de core na extrusie onder
de vorm van kristallen aanwezig was. Adhesietesten toonden aan dat de adhesiekracht
tussen
core
en
coat
steeg
bij
hogere
extrusietemperatuur
en
stijgende
geneesmiddelbelading. De resultaten van de in vivo studie toonden aan dat zowel de in vitro
als de in vivo vrijstelling gestuurd kon worden door de NaD ratio in core en coat te variëren.
Er werd ook vastgesteld dat de biologische beschikbaarheid steeg naarmate de NaD ratio in
coat/core steeg.
Uit dit onderzoek kan geconcludeerd worden dat ‘hot melt’ co-extrusie veelbelovend
is voor de ontwikkeling van een orale formulatie met duale geneesmiddelvrijstelling. Deze
vormgevingstechniek biedt zeker mogelijkheden voor de toekomst in de farmaceutische
sector.
Dankwoord
In de eerste plaats wil ik Prof. Dr. Apr. C. Vervaet en Prof. Dr. Apr. J. P. Remon
bedanken om mij de mogelijkheid te bieden mijn thesis uit te voeren in het
Laboratorium voor Farmaceutische Technologie. Ik wil in het bijzonder mijn promotor,
Prof. Dr. Apr. C. Vervaet, bedanken voor het nalezen van mijn thesis.
Ik wil vooral Apr. Lien Dierickx hartelijk bedanken voor haar enthousiasme, het
kritisch nalezen van mijn thesis en de kennis die ze me bijbracht de afgelopen
maanden. Ze stond me altijd met raad en daad bij. Ze was een uitstekende
begeleidster waarbij ik altijd terecht kon, voor vragen maar ook voor een toffe babbel!
Ook richt ik een woord van dank aan Daniël.
Zonder hem was de in vivo studie niet mogelijk geweest.
Ik bedank alle doctoraatstudenten en personeel van het labo
voor de behulpzaamheid en de aangename werksfeer.
Daarnaast wil ik ook mijn medestudenten bedanken voor de nodige ontspanning en
de leuke momenten die we samen op het labo beleefd hebben.
Tenslotte een speciaal woord van dank aan mijn ouders om mij de kans te geven
deze studies te volbrengen en voor de steun tijdens mijn thesis. Ook mijn zus, familie
en vrienden wil ik zeker bedanken voor de aangename afleiding tussendoor en voor
de hulp bij het tot stand brengen van mijn thesis.
Inhoudsopgave
1.
INLEIDING ....................................................................................................................................... 1
1.1
HOT-MELT EXTRUSIE .............................................................................................................. 1
1.1.1
Algemeen.............................................................................................................. 1
1.1.2
Uitrusting en Proces ............................................................................................. 1
1.1.3
Voor- en nadelen .................................................................................................. 3
1.1.4
Materialen gebruikt tijdens HME-proces ............................................................. 3
1.1.4.1 API .................................................................................................................................. 4
1.1.4.2 Carriers ........................................................................................................................... 4
1.1.4.3 Weekmakers ................................................................................................................... 5
1.1.4.4 Andere hulpstoffen......................................................................................................... 5
1.2
CO-EXTRUSIE .......................................................................................................................... 5
1.2.1
Algemeen.............................................................................................................. 5
1.2.2
Toepassingen ........................................................................................................ 6
1.2.3
Vereisten .............................................................................................................. 7
1.3
SOLID DISPERSIONS ................................................................................................................ 7
1.3.1
Algemeen.............................................................................................................. 7
1.3.2
Voordelen ............................................................................................................. 8
1.3.3
Nadelen ................................................................................................................ 8
1.4
ORALE VRIJSTELLING............................................................................................................... 9
1.4.1
Algemeen.............................................................................................................. 9
1.4.2
Onmiddellijke vrijstelling ...................................................................................... 9
1.4.3
Gecontroleerde vrijstelling................................................................................. 10
1.4.4
Mechanismen van geneesmiddelvrijstelling ...................................................... 11
2.
OBJECTIEVEN ................................................................................................................................ 12
3.
MATERIALEN ................................................................................................................................ 13
3.1
MODELGENEESMIDDEL ........................................................................................................ 13
3.1.1
3.2
Natrium diclofenac ............................................................................................. 13
POLYMEREN ......................................................................................................................... 13
3.2.1
Onmiddellijke vrijstelling .................................................................................... 13
3.2.1.1 Polyethyleenoxide (Polyox®) ........................................................................................ 13
3.2.1.2 Polyethyleenglycol (PEG) .............................................................................................. 14
3.2.3
Gecontroleerde vrijstelling................................................................................. 15
3.2.3.1 Polycaprolacton (PCL) ................................................................................................... 15
3.3
ANDERE HULPSTOFFEN ........................................................................................................ 15
3.3.1
4.
5
Colloïdaal silicium dioxide (Aerosil®).................................................................. 15
METHODEN .................................................................................................................................. 16
4.1
CO-EXTRUSIE ........................................................................................................................ 16
4.2
DISSOLUTIEMETHODE .......................................................................................................... 17
4.3
DIFFERENTIAL SCANNING CALORIMETRY (DSC).................................................................... 18
4.4
ADHESIETEST ........................................................................................................................ 19
4.5
HIGH PERFORMANCE LIQUID CHROMATOGRAPHY (HPLC) .................................................. 20
4.6
X-RAY DIFFRACTION (XRD) .................................................................................................... 22
4.7
DIGITALE MICROSCOPIE ....................................................................................................... 23
RESULTATEN EN DISCUSSIE .......................................................................................................... 24
5.1
MAXIMALE GENEESMIDDELBELADING ................................................................................. 24
5.1.1
Core .................................................................................................................... 24
5.1.1.1 Algemeen...................................................................................................................... 24
5.1.1.2 Diameter core = 3 mm .................................................................................................. 24
5.1.1.3 Diameter core = 2 mm .................................................................................................. 25
5.1.1.3 Diameter core = 1 mm .................................................................................................. 26
5.1.2
Coat .................................................................................................................... 26
5.1.2.1 Algemeen...................................................................................................................... 26
5.1.2.2 Dikte coat = 0,5 mm...................................................................................................... 27
5.1.2.3 Dikte coat = 1 mm......................................................................................................... 28
5.1.3
Co-extrudaten .................................................................................................... 28
5.1.3.1 Formulatie 1 ................................................................................................................. 28
5.1.3.2 Formulatie 2 ................................................................................................................. 29
5.2
KARAKTERISATIE CO-EXTRUDATEN....................................................................................... 31
5.3
ADHESIE RESULTATEN .......................................................................................................... 35
5.3.1
Algemeen............................................................................................................ 35
5.3.2
Invloed van temperatuur ................................................................................... 35
5.3.3
Invloed van concentratie .................................................................................... 36
5.3.4
Microscopie ........................................................................................................ 37
5.4
IN VIVO RESULTATEN ............................................................................................................ 38
6.
CONCLUSIE ................................................................................................................................... 41
7.
LITERATUURSLIJST ........................................................................................................................ 42
Lijst met afkortingen
API
Active pharmaceutical ingredient
DSC
Differential scanning calorimetry
HME
Hot-melt extrusie
HPLC
High performance liquid chromatography
IS
Interne standaard
MGB
Maximale geneesmiddelbelading
NaD
Natrium diclofenac
NSAID
Niet-steroïdaal anti-inflammatoir geneesmiddel
PCL
Polycaprolacton
PEG
Polyethyleenglycol
PEO
Polyethyleenoxide
Rpm
Rotaties per minuut
SD
Standaarddeviatie
Tg
Glastransitietemperatuur
Tm
Smelttemperatuur
UV
Ultraviolet
XRD
X-ray diffraction
1.
INLEIDING
1.1
HOT-MELT EXTRUSIE
1.1.1 Algemeen
Hot-melt extrusie (HME) is een vormgevingstechniek die gebruikt wordt sinds 1930,
voornamelijk in de kunststofindustrie, maar ook in de voedselverwerkende industrie.
Momenteel worden meer dan de helft van alle plastic producten vervaardigd met behulp
van deze techniek (Andrews et al., 2009).
HME is een proces waarbij grondstoffen worden omgezet in een product met
uniforme
vorm
en
dichtheid.
Het
materiaal
wordt
verhit
met
behulp
van
verwarmingselementen en frictie waardoor het vervormbaar wordt. Aan het uiteinde van de
extruder wordt een matrijs gemonteerd, die de uiteindelijke vorm van het extrudaat
bepaalt. Dit proces wordt uitgevoerd onder gecontroleerde condities van temperatuur en
druk. Extrusie kan worden uitgevoerd als een continu proces, dat in staat is om een
consistente productstroom te leveren bij relatief hoge doorvoersnelheden (Chokshi et al.,
2004).
De laatste jaren is er ook binnen de farmaceutische industrie interesse voor HME.
Verschillende onderzoeksgroepen hebben recentelijk aangetoond dat HME de mogelijkheid
biedt om een verscheidenheid aan geneesmiddelafgiftesystemen te produceren zoals
pellets, tabletten, transdermale en transmucosale afgiftesystemen en implantaten (McGinity
et al., 2006). Momenteel zijn er slechts 2 toepassingen van HME op de markt, Kaletra® en
Norvir®. Kaletra® is een combinatietablet die twee orale antivirale middelen bevat (lopinavir
en ritonavir). Ook Norvir® bevat een oraal antiviraal middel (ritonavir) en wordt gemaakt via
deze techniek (Williams et al., 2011).
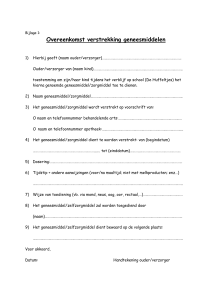
1.1.2 Uitrusting en Proces
De uitrusting voor HME bestaat uit een voedingssysteem, een extruder en een
matrijs. De extruder bestaat op zijn beurt uit een schroefkamer, één of twee schroeven en
verwarmings- en afkoelingsapparatuur. Aanvullende apparatuur wordt gebruikt om de
extrudaten te collecteren, te koelen en te snijden tot de gewenste lengte. Gedurende het
1
HME proces worden de verschillende zones blootgesteld aan specifieke temperaturen die
gecontroleerd worden door thermokoppels (McGinity et al., 2006).
Figuur 1.1: Schematische voorstelling van een single screw extruder (Follonier et al., 1995).
De extruder kan ingedeeld worden in drie zones: de voedingszone, de smelt- en
compressiezone en de doseringszone. Ter hoogte van de voedingszone wordt een mengsel
van polymeer, geneesmiddel en eventueel andere hulpstoffen in de schroefkamer gebracht.
Het doel van de voedingszone is de materialen te transporteren naar de smelt- en
compressiezone. Dit gebeurt met behulp van roterende schroeven. De temperatuur van de
smeltsectie is 10 tot 60°C hoger dan de glastransitietemperatuur (Tg) of het smeltpunt van
respectievelijk amorfe of semi-kristallijne polymeren. De warmte die hiervoor nodig is wordt
gedeeltelijk gegenereerd door verwarmingselementen, maar vooral door wrijving tussen de
roterende schroeven en de wand van de extruder. Vanuit de smelt- en compressiezone
wordt het materiaal verder voortbewogen tot aan de doseringszone. De druk in deze zone is
groter dan de druk in de voedingszone, maar constant. Hierdoor wordt het gesmolten
materiaal met een constante snelheid door de matrijs geduwd. De matrijs bepaalt de
uiteindelijke vorm van het extrudaat (McGinity et al., 2006).
2
Er bestaan zowel extruders met slechts één roterende schroef als met twee
schroeven. Wanneer er twee schroeven aanwezig zijn, kunnen deze ofwel in dezelfde
richting ofwel in de tegenovergestelde richting draaien. De voorkeur gaat uit naar een
extruder met twee schroeven. Voordelen hiervan zijn de betere mengcapaciteit, een
stabieler smeltproces en een grotere output (Breitenbach, 2002).
Op het einde van de extruder bevindt zich een matrijs die de vorm van het
geëxtrudeerde product bepaalt. Wel is het zo dat de dwarsdoorsnede van het extrudaat na
verlaten van de matrijs kan toenemen doordat het extrudaat zwelt als gevolg van de
relaxatie van de visco-elastische polymeren. Dit wordt ‘die swelling’ genoemd (McGinity et
al., 2006).
1.1.3 Voor- en nadelen
HME biedt heel wat voordelen ten opzichte van andere farmaceutische
productieprocessen. Aangezien het gebruik van water en organische solventen vermeden
wordt, is een droogstap overbodig en wordt de schade aan het milieu beperkt. Ook zijn er
geen eisen van comprimeerbaarheid voor de actieve componenten. Door het zorgvuldig
selecteren van polymeren kan de oplosbaarheid van slecht wateroplosbare geneesmiddelen
verhoogd worden of kan een geneesmiddel gecontroleerd worden vrijgesteld. De gewenste
vorm kan verkregen worden door de vorm van de matrijs aan te passen. De volledige
procedure is eenvoudig en het is een continu proces, wat economisch voordelig is.
Als enige nadeel geldt dat alle componenten van het mengsel thermisch stabiel
moeten zijn bij de temperaturen die gebruikt worden tijdens het extrusieproces. Bij te hoge
temperatuur zou dit leiden tot degradatie van de componenten. Wel is het zo dat de
verblijftijd vrij kort is, wat ervoor zorgt dat sommige thermolabiele componenten toch
kunnen gebruikt worden (Crowley et al., 2007).
1.1.4 Materialen gebruikt tijdens HME-proces
De materialen die gebruikt worden in HME zijn actieve farmaceutische ingrediënten
(API), carriers, plasticizers en andere hulpstoffen. Al deze componenten moeten
thermostabiel zijn. Daarnaast moet de massa vervormbaar zijn bij de verhoogde
3
temperatuur in de extruder en weer vast worden nadat het de matrijs verlaten heeft
(Singhal et al., 2011).
1.1.4.1 API
In principe kunnen alle geneesmiddelen via HME verwerkt worden op voorwaarde
dat ze thermostabiel zijn. Het verwerken van hydrolysegevoelige geneesmiddelen is geen
probleem omwille van het feit dat er geen water gebruikt wordt. Ook slecht
comprimeerbare substanties kunnen zonder problemen geformuleerd worden via deze
techniek. Het risico bestaat wel dat de actieve component interageert met andere
componenten in de formulatie en hierdoor zijn functionaliteit verliest (Crowley et al., 2007).
1.1.4.2 Carriers
Als carriers wordt gebruik gemaakt van polymeren. De vereiste waaraan deze
polymeren moeten voldoen is dat ze thermoplastisch moeten zijn, wat wil zeggen dat ze bij
verwarmen vervormbaar zijn. Thermoplastische polymeren kunnen bij verhoogde
temperatuur in de gewenste vorm gegoten worden en worden na afkoelen terug hard. Ze
bestaan uit lange ketens van monomeren die covalent gebonden zijn. Tussen de
verschillende polymeren zijn er geen covalente bindingen, wel van der Waalse bindingen.
Deze worden verbroken bij hogere temperatuur. Zo nemen de polymeren bij stijgende
temperatuur de eigenschappen aan van viskeuze vloeistoffen (Peacock et al., 2006).
Wanneer de polymeren tijdens het afkoelen stollen kunnen ze twee verschillende
structuren aannemen: de amorfe of de semi-kristallijne structuur. De polymeren die een
amorfe structuur aannemen zijn helder doordat ze ad random verdeeld zijn. Deze polymeren
beginnen te vloeien bij een temperatuur van 50°C boven hun Tg. Semi-kristallijne polymeren
zijn opaak. Er worden regio’s gevormd die een driedimensionele kristalstructuur vertonen
omdat de polymeren in zones geordend worden met dezelfde ruimtelijke rangschikking.
Deze polymeren kunnen verwerkt worden vanaf ongeveer 10°C boven hun smeltpunt. De
rekristallisatie start wanneer de temperatuur lager wordt dan het smeltpunt (Osswald,
1998).
4
De keuze van de polymeren bij de ontwikkeling van een formulatie gebeurt niet
alleen op basis van de extrudeerbaarheid, maar is ook van belang voor de
geneesmiddelvrijstellingssnelheid. Sommige polymeren zorgen ervoor dat het geneesmiddel
snel wordt vrijgesteld, terwijl andere het geneesmiddel gecontroleerd vrijstellen.
1.1.4.3 Weekmakers
Weekmakers zijn verbindingen met een laag moleculair gewicht (200-400 g/mol). Ze
zorgen ervoor dat het materiaal buigzamer en soepeler wordt (Jacobs et al., 2006).
Weekmakers worden om verschillende redenen toegevoegd tijdens het HME-proces. Ze
zorgen ervoor dat de extrusie van het materiaal gemakkelijker verloopt en dat de flexibiliteit
van het extrudaat verhoogd wordt. Door het toevoegen van weekmakers wordt de Tg van de
polymeren verlaagd. Hierdoor wordt het risico op thermische degradatie van thermolabiele
stoffen verminderd. De kleine moleculen plaatsen zich tussen de polymeerketens, wat er
voor zorgt dat de interactie tussen die ketens daalt. Naarmate de concentratie aan
weekmaker verhoogd wordt, wordt het materiaal soepeler (Singhal et al., 2011).
1.1.4.4 Andere hulpstoffen
Om de stabiliteit van polymeren, maar ook van het geneesmiddel te verbeteren,
worden soms extra hulpstoffen toegevoegd, bv. antioxidantia of lichtabsorberende stoffen.
Ook wordt soms Vitamine E TPGS (een surfactant) toegevoegd om de plasticiteit en de
biologische beschikbaarheid te bevorderen (Crowley et al., 2007).
1.2
CO-EXTRUSIE
1.2.1 Algemeen
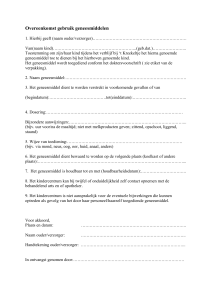
‘Hot melt’ co-extrusie wordt gedefinieerd als het gelijktijdig extruderen van twee of
meer materialen waardoor een gelaagd extrudaat wordt gevormd waarvan de vorm
afhankelijk is van het design van de extrusiematrijs. Zo kunnen gelaagde (lamellaire) coextrudaten gevormd worden, of co-extrudaten bestaande uit concentrische cilinders
(core/coat-systeem) (Quintavalle et al., 2008).
Co-extrusie wordt onder meer toegepast voor de productie van kabelbekleding,
rietjes en voedselverpakkingen. Gelaagde co-extrudaten worden frequent toegepast in de
5
verpakkingsindustrie om de gewenste eigenschappen te verkrijgen zoals weerstand te
bieden aan vocht, licht, zuurstof, chemische afbraak,…
Figuur 1.2: Opstelling van een co-extruder.
1.2.2 Toepassingen
In de farmaceutische sector kent co-extrusie nog niet zoveel toepassingen. Er zijn
twee doseringsvormen op de markt die via deze techniek aangemaakt zijn: Implanon® en
Nuvaring®. Implanon® is een implantaat, een hormonaal contraceptivum, dat progestageen
gecontroleerd vrijstelt en dit gedurende drie jaar. Nuvaring® is een vaginale ring die
progestageen en oestrogeen gecontroleerd vrijstelt gedurende eenentwintig dagen
(Van Laarhoven et al., 2002).
Ondanks het feit dat er tot op heden nog geen orale doseringvormen worden
aangemaakt via co-extrusie, bieden deze doseringvormen talrijke mogelijkheden. Zo is het
bijvoorbeeld mogelijk om combinatietabletten te maken waarin twee geneesmiddelen
verwerkt zijn die op een verschillende manier vrijgesteld worden. Een toepassing hiervan is
de combinatie van een diureticum en een β-blokker voor de behandeling van hypertensie.
Het diureticum moet onmiddellijk vrijgesteld worden, terwijl de β-blokker gecontroleerd
wordt vrijgesteld. Verder is het ook mogelijk om niet-compatibele geneesmiddelen in
dezelfde doseringsvorm te verwerken door ze te formuleren in verschillende lagen. Tot slot
6
kunnen ook doseringvormen met duale geneesmiddelvrijstelling aangemaakt worden. Door
eenzelfde geneesmiddel in te bedden in twee lagen met verschillende eigenschappen wordt
het mogelijk om preparaten te maken waarbij een deel van het geneesmiddel onmiddellijk
wordt vrijgegeven terwijl het andere deel op een gecontroleerde manier vrijgegeven wordt
(Quintavalle et al., 2008; Dierickx et al., 2012).
1.2.3 Vereisten
De grootste uitdaging bij co-extrusie is het combineren van de juiste polymeren. Niet
alleen moeten ze extrudeerbaar zijn en extrudaten van goede kwaliteit opleveren, ze
moeten ook geëxtrudeerd kunnen worden bij vergelijkbare temperaturen omdat ze samen
door de co-extrusiematrijs moeten vloeien onder dezelfde temperatuurcondities. Daarnaast
moeten beide polymeren de gewenste geneesmiddelvrijstelling hebben en is het belangrijk
dat er voldoende adhesie is tussen de verschillende polymeerlagen (Dierickx et al., 2012).
1.3
SOLID DISPERSIONS
1.3.1 Algemeen
De extrudaten die bekomen worden na HME worden ook ‘solid dispersions’
genoemd. Een ‘solid dispersion’ wordt gedefinieerd als een dispersie van één of meerdere
actieve stoffen in een carrier of matrix. De matrix waarin het geneesmiddel zich bevindt kan
kristallijn of amorf zijn. Het geneesmiddel kan hierin verdeeld zijn op drie mogelijke
manieren.
De eerste mogelijkheid is dat het geneesmiddel moleculair gedispergeerd is in de
matrix, dit wordt een ‘solid glassy solution’ genoemd. De tweede mogelijkheid is dat het
geneesmiddel verdeeld is onder de vorm van kristallijne partikels en dan gaat het om ‘solid
crystalline suspension’. De derde mogelijkheid is dat het geneesmiddel onder de vorm van
amorfe partikels voorkomt en dan wordt het ‘solid glassy suspension’ genoemd (Bär, 2010).
7
1.3.2 Voordelen
De geneesmiddelvrijstelling vanuit een ‘solid dispersion’ is afhankelijk van het type
‘solid dispersion’. Welk type zal gevormd worden is afhankelijk van de eigenschappen van
het geneesmiddel en het polymeer. De populairste vorm is ongetwijfeld de ‘solid solution’
omdat dit systeem de mogelijkheid biedt de biologische beschikbaarheid van slecht
wateroplosbare geneesmiddelen te verhogen. Bij ‘solid solutions’ is het geneesmiddel
moleculair verdeeld in een hydrofiele matrix. In contact met een dissolutiemedium lost deze
matrix snel op en wordt het geneesmiddel in zijn moleculaire vorm vrijgesteld (Vasconcelos
et al., 2007).
Ook het formuleren van geneesmiddelen onder de vorm van ‘solid glassy
suspensions’ biedt voordelen. Een ‘solid glassy suspension’ wordt gevormd wanneer een
kristallijn geneesmiddel verwarmd wordt tot boven zijn smeltpunt (bv. tijdens extrusie) en
daarna snel afgekoeld wordt, waardoor geen rekristallisatie kan plaatsvinden. De amorfe
vorm heeft als voordeel dat de oplossnelheid hoger zal zijn dan die van de kristalvorm
aangezien er in tegenstelling tot bij de kristalvorm geen energie nodig is om het
kristalrooster te breken (Vasconcelos et al., 2007).
Daarnaast is het ook mogelijk de geneesmiddelvrijstelling te vertragen, door een
(kristallijn) geneesmiddel in te bedden in een onoplosbare matrix. Het geneesmiddel wordt
dan vrijgesteld via diffusie door poriën, wat een traag proces is (Vasconcelos et al., 2007).
1.3.3 Nadelen
De amorfe toestand is thermodynamisch onstabiel, waardoor er een kans bestaat op
omzetting naar de stabielere kristallijne vorm. Door verhoogde temperatuur en/of opname
van vocht kan de mobiliteit van het geneesmiddel verhogen, wat rekristallisatie als gevolg
kan hebben. Rekristallisatie kan op zijn beurt resulteren in een lagere biologische
beschikbaarheid (Vansconcelos et al., 2007). Om de rekristallisatie te minimaliseren wordt
de formulatie best bewaard bij een temperatuur die meer dan 50°C onder de Tg ligt en bij
een lage vochtigheid (Storey et al., 2001).
8
1.4
ORALE VRIJSTELLING
1.4.1 Algemeen
Orale toediening is de eenvoudigste en meest voorkomende manier van toediening.
Orale vaste doseringsvormen zijn stabiel en de dosering is nauwkeurig. Verder zijn ze
gemakkelijk in te nemen, is de kostprijs relatief laag en is de therapietrouw hoog.
De biologische beschikbaarheid van orale geneesmiddelen hangt af van de
oplosbaarheid van het geneesmiddel en de permeabiliteit doorheen gastro-intestinale
membranen. De snelheidsbepalende stap bepaalt de biologische beschikbaarheid van het
geneesmiddel. De dissolutiesnelheid kan beïnvloed worden door verschillende factoren die
weergegeven worden in de vergelijking van Noyes-Whitney:
dC = A D (Cs – C)
dt
h
waarin dC/dt: dissolutiesnelheid, A: oppervlak van het geneesmiddel blootgesteld aan het
dissolutiemedium, D: diffusiecoëfficiënt van het deeltje, Cs: maximale oplosbaarheid van het
deeltje in het dissolutiemedium, C: oplosbaarheid van het deeltje op tijdstip t en h: dikte van
het stagnerend vloeistoflaagje rond het oplossend deeltje.
De dissolutiesnelheid van slecht oplosbare geneesmiddelen kan verbeterd worden
door deze factoren aan te passen. Aangezien de meeste van deze factoren moeilijk of niet te
wijzigen zijn, wordt vooral belang gehecht aan het verbeteren van de oplosbaarheid van het
geneesmiddel door het wijzigen van de formulatie. Één van de mogelijkheden is het
formuleren van een ‘solid dispersion’ via hot-melt extrusie (Quinten et al., 2009).
1.4.2 Onmiddellijke vrijstelling
Orale geneesmiddelvormen met onmiddellijke vrijstelling moeten vaak meermaals
per dag ingenomen worden. Door de onmiddellijke vrijstelling wordt het geneesmiddel snel
opgenomen in het bloed en is er kans op fluctuaties van de plasmaconcentratie. Hierdoor
kan de plasmaconcentratie zowel toxische als subtherapeutische levels bereiken met
ongewenste bijwerkingen of inefficiënte therapie als gevolg (Quinten et al., 2009).
9
1.4.3 Gecontroleerde vrijstelling
Het doel van gecontroleerde vrijstelling is om een therapeutisch niveau in het bloed
of in de weefsels te verkrijgen gedurende een verlengde periode. Gecontroleerde vrijstelling
van een geneesmiddel kan op verschillende manieren gebeuren. De drie meeste gebruikte
zijn ‘repeat actions’, ‘delayed release’ en ‘sustained release’.
Wanneer gebruik gemaakt wordt van preparaten met ‘repeat action’, wordt op
regelmatige tijdstippen een enkelvoudige dosis vrijgegeven. De werking van het preparaat
wordt dus herhaald. Bij preparaten met ‘delayed release’ wordt het geneesmiddel vertraagd
vrijgesteld, er wordt geen constante plasmaspiegel bereikt. Een gekend voorbeeld van
‘delayed release’ preparten zijn enterisch gecoate tabletten en capsules. Het geneesmiddel
komt pas vrij nadat de formulatie de zure maag verlaten heeft (Wen et al., 2010). Bij een
‘sustained release’ formulatie onderscheidt men twee fasen. Een deel van het geneesmiddel
wordt onmiddellijk vrijgesteld en de rest wordt traag vrijgesteld over een bepaalde periode.
Idealiter gebeurt dit onder nulde orde kinetiek zodat een constante plasmaspiegel bereikt
wordt. Meestal is het echter een vertraagde eerste orde kinetiek.
Verlengde geneesmiddelvrijstelling kan bekomen worden op drie manieren, namelijk
door modificatie van het biologisch systeem, het geneesmiddel of de toedieningsvorm. De
meest efficiënte techniek is de modificatie van de toedieningsvorm. Er zijn twee systemen
die hiervoor gebruikt worden: reservoir en matrix. Bij reservoirsystemen wordt het
geneesmiddel omgeven door een onoplosbare barrière. Het geneesmiddel diffundeert door
die membraan in de loop van de tijd. Bij steady state wordt nulde orde kinetiek verkregen
(Golan, 2008; Zhang, 2011). In een matrix is het geneesmiddel uniform gedispergeerd of
opgelost in een inerte polymeermatrix. De snelheid van vrijstelling daalt in functie van de
tijd. Hier wordt dus geen nulde orde kinetiek bereikt maar een eerste orde kinetiek
(Beringer, 2005; Zhang et al., 2011).
De voordelen van orale formulaties met gecontroleerde vrijstelling zijn talrijk. Het
therapeutisch effect wordt verlengd en de geneesmiddelconcentratie is optimaal. Hierdoor
zijn er minder fluctuaties in de plasmaspiegels. Verder daalt de frequentie van toediening en
zijn er minder bijwerkingen. Al deze voordelen verbeteren de therapietrouw (Wen et al.,
10
2010). Er zijn ook nadelen aan deze systemen verbonden. Meestal is de concentratie aan
geneesmiddel
hoger
dan
in
een
conventionele
formulatie.
Wanneer
het
geneesmiddelreservoir beschadigd wordt, wordt het geneesmiddel in één keer vrijgesteld.
Hierbij is er risico dat de concentratie boven het toxisch niveau stijgt. De productiekost voor
deze formulaties ligt ook hoger dan voor conventionele formulaties (Wen et al., 2010).
1.4.4 Mechanismen van geneesmiddelvrijstelling
Een geneesmiddel kan op drie verschillende manieren uit een polymeer worden
vrijgesteld. Dit kan gebeuren door diffusie, erosie of solventactivatie. Diffusie uit een
reservoir of matrix komt het meest voor, de vrijstelling is afhankelijk van de
concentratiegradiënt. Hierbij is geen energie vereist en bewegen de moleculen van een
hogere naar een lagere concentratie tot een evenwicht bereikt wordt. Wanneer het
geneesmiddel door erosie wordt vrijgesteld dan is dit meestal het gevolg van een fysische
erosie door het gastro-intestinaal kanaal. Bij solventactivatie wordt het geneesmiddel uit het
polymeersysteem vrijgesteld door osmose of zwelling door opname van het solvent (Golan,
2008; Putz et al., 2011).
11
2.
OBJECTIEVEN
Het doel van dit onderzoek is om ‘hot melt’ co-extrusie te implementeren in de
farmaceutische industrie. Co-extrusie is een veelbelovende techniek voor de productie van
orale farmaceutische doseringsvormen. De voordelen van deze techniek ten opzichte van de
traditionele vormgevingstechnieken zijn talrijk.
Eén van de toepassingen van co-extrusie is de ontwikkeling van formulaties met een
duale geneesmiddelvrijstelling. In dit deel van het onderzoek wordt het gebruik van coextrusie voor deze toepassing onderzocht. De co-extrudaten bestaan uit concentrische
cilinders (core/coat-systeem). Als modelgeneesmiddel wordt gebruik gemaakt van natrium
diclofenac, een niet-steroïdaal anti-inflammatoir geneesmiddel met als indicatie pijn, koorts
en ontsteking.
Het doel van deze masterproef is de optimalisatie van mini-matrices die natrium
diclofenac duaal vrijstellen. In een eerste fase wordt de maximale geneesmiddelbelading van
core en coat bepaald in functie van extrusietemperatuur en matrijsafmetingen. In een
tweede fase wordt de invloed van extrusietemperatuur en geneesmiddelconcentratie op de
adhesie tussen core en coat onderzocht. Verder wordt de geneesmiddelvrijstelling van
verschillende formulaties in vitro en in vivo getest. Tot slot worden de vaste-fase
eigenschappen van natrium diclofenac in de polymeermatrices nagegaan met behulp van
DSC en XRD.
12
3.
MATERIALEN
3.1
MODELGENEESMIDDEL
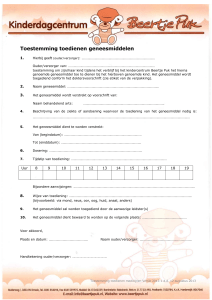
3.1.1 Natrium diclofenac
Figuur 3.1: Chemische structuur van natrium diclofenac
(http://sigmaaldrich.com/medium/structureimages/51/mfcd00082251.png, 20-03-2012).
Natrium diclofenac (Fagron, Waregem, België) is een zoutvorm van diclofenac, een
niet-steroïdaal anti-inflammatoir geneesmiddel (NSAID). De structuur wordt weergegeven in
Figuur 3.1. Het is een gebroken wit, hygroscopisch, kristallijn poeder met een smeltpunt van
284°C. Het vertoont UV-absorptie en heeft een absorptiemaximum bij 276 nm. De
oplosbaarheid wordt geschat op 9 mg/ml. In zuur midden is de oplosbaarheid gering.
Natrium diclofenac, het actief bestanddeel van onder andere Voltaren®, wordt vaak
gebruikt bij pijn, ontstekingen en koorts omwille van zijn analgetische, anti-inflammatoire en
antipyretische eigenschappen. De gebruikelijke dagdosis is 75 tot 150 mg. De inname van
diclofenac verhoogt de kans op cardiovasculaire accidenten, zoals een beroerte of myocard
infarct. Daarnaast is er ook een risico voor gastro-intestinale problemen waaronder
bloedingen en perforaties (Martindale, 2009; The Merck Index, 2006).
3.2
POLYMEREN
3.2.1 Onmiddellijke vrijstelling
3.2.1.1 Polyethyleenoxide (Polyox®)
Polyethyleenoxide (PEO) (Colorcon, Dartford Kent, VS) is een niet-ionisch lineair
thermoplastisch homopolymeer bereid door polymerisatie van ethyleenoxide (Figuur 3.2).
Het is een wit kristallijn poeder met hydrofiele eigenschappen. Het moleculair gewicht kan
13
variëren van 100000 tot 8000000 g/mol. PEO is semi-kristallijn en heeft, afhankelijk van het
moleculair gewicht, een smeltpunt tussen 60 en 70°C. Het polymeer heeft de neiging om te
zwellen nadat het de extrusiematrijs verlaten heeft, waardoor de diameter van het
extrudaat groter is dan die van de matrijs, een fenomeen dat bekend staat als ‘die swell’. De
Tg ligt tussen -50°C en -70°C (Zhang et al., 1999). In deze proef werd gebruik gemaakt van
PEO 100000.
Figuur 3.2: Polymerisatie van ethyleenoxide tot PEO
(http://www4.ncsu.edu/~hubbe/miniency/Slide44.GIF, 21-03-2012).
3.2.1.2 Polyethyleenglycol (PEG)
PEG wordt net als PEO gevormd door de polymerisatie van polyethyleenoxide
monomeren met dat verschil dat PEG’s een lager moleculair gewicht hebben dan PEO’s
(Figuur 3.3). In deze proef werd gekozen voor PEG 4000 in een 50/50 mengsel met PEO
100000. Door de aanwezigheid van PEG 4000 tussen de PEO-ketens worden de cohesieve
interactiekrachten tussen de ketens verzwakt en vergroot de intermoleculaire ruimte. Het
voordeel hiervan is dat extrusie mogelijk wordt bij een lagere temperatuur en torque (Zhang
et al., 1999).
Figuur 3.3: Chemische structuur van PEG
(http://en.wikipedia.org/wiki/File:Polyethylene_glycol.png, 21-03-2012).
14
3.2.3 Gecontroleerde vrijstelling
3.2.3.1 Polycaprolacton (PCL)
Polycaprolacton of CAPA® (Perstorp, Warrington, UK) is een synthetisch lineair
alifatisch polymeer dat biodegradeerbaar is door hydrolyse. Het is een polyester dat ontstaat
door ringopeningspolymerisatie van caprolacton met behulp van warmte en een katalysator,
zoals geïllustreerd wordt in Figuur 3.4.
Figuur 3.4: Schematisch overzicht van de polymerisatiereactie van ε-caprolacton tot
polycaprolacton (http://en.wikipedia.org/wiki/File:Pcl_synthesis.png, 21-03-2012).
Het semi-kristallijne polymeer heeft een glastransitietemperatuur van -60°C en een
smeltpunt van 60°C. Het is een niet toxisch polymeer dat een hoge permeabiliteit bezit voor
geneesmiddelen met een laag moleculair gewicht (<400 Dalton). Door de hydrofobiciteit is
PCL een goede optie voor gecontroleerde geneesmiddelafgiftesystemen (Sinha et al., 2004;
Orozco-Castellanos et al., 2011).
3.3
ANDERE HULPSTOFFEN
3.3.1 Colloïdaal silicium dioxide (Aerosil®)
Colloïdaal silicium dioxide wordt gebruikt als glijmiddel om de vloei-eigenschappen
van poeders te verbeteren. De kleine partikels leggen zich als een laagje rond de grotere
partikels van het API en de hulpstoffen. Dit heeft als gevolg dat de van der Waals krachten
tussen de grote partikels verminderen en het poeder makkelijker gaat vloeien. Ook kan het
vocht absorberen op het oppervlak van hygroscopische poeders (http://www.aerosil.com/
product/aerosil/en/industries/application-areas/pharmaceuticals/solid-drug-forms/pages/
default.aspx, 21-03-2012).
15
4.
METHODEN
4.1
CO-EXTRUSIE
‘Hot-melt’ co-extrusie werd uitgevoerd met behulp van twee Prism Eurolab 16-co-
rotating fully intermeshing twin screw extruders (Thermo Fisher Scientific, Duitsland). Deze
werden in een hoek van 90° ten opzichte van elkaar gepositioneerd en met elkaar
verbonden door middel van een gemeenschappelijke matrijs. Ter hoogte van de matrijs
werden de twee geneesmiddel/polymeer-mengsels samengebracht in de vorm van twee
concentrische cilinders: een ‘core’ (kern) en een ‘coat’ (omhulsel). De afmetingen van de
matrijs varieerden. De core had een diameter van 1, 2 of 3 mm en de dikte van de coat was
0,5 of 1 mm. Alle zones van de schroefkamer en de matrijs werden op dezelfde temperatuur
ingesteld. PCL werd gebruikt als carrier in alle core formulaties. 1% Aerosil® werd aan alle
core mengsels toegevoegd om de vloei-eigenschappen in de voeder te verbeteren. De coat
formulaties bestonden uit een PEO/PEG (1/1) mengsel. Natrium diclofenac werd in alle
formulaties geïncorporeerd
als modelgeneesmiddel. Premixen
van
polymeer
en
geneesmiddel werden vooraf bereid met behulp van een Turbula® menger.
De maximale geneesmiddelbelading (MGB) van zowel core als coat werd bepaald bij
verschillende temperaturen (70°C, 95°C en 120°C) en verschillende matrijsafmetingen. De
schroefsnelheid en de voedingssnelheid werden geoptimaliseerd in functie van de
afmetingen van de matrijs. Voor de core bedroeg de voedingssnelheid 0,2 kg/u, zowel voor
de matrijs met diameter van 2 mm als van 3 mm. De schroefsnelheid werd ingesteld op 60
rpm. Voor de coat met een diameter van 0,5 mm werd gevoed aan 0,15 kg/u met een
schroefsnelheid van 60 rpm. Voor de coat met een diameter van 1 mm was dit 0,6 kg/u en
80 rpm. De torque en de druk mochten de maximale waarden niet overschrijden,
respectievelijk 100% en 100 bar. De extrudaten werden na afkoelen manueel gesneden tot
mini-matrices met een hoogte van 2 mm.
Gebaseerd op de resultaten van de MGB-bepalingen in core en coat (in functie van de
extrusietemperatuur en de afmetingen van de matrijs) en de resultaten van de
dissolutietesten werden twee formulaties geselecteerd voor co-extrusie.
16
Tabel 4.1: Overzicht procesparameters van formulatie 1 en 2.
Hoeveelheid
Textr
Voedingssnelheid
Schroefsnelheid
Matrijsafmetingen
NaD (mg)
(°C)
(g/u)
(rpm)
(mm)
core
coat
F1
57
43
F2
25
75
core
coat
core
coat
core
coat
95
200
150
60
60
3
0,5
120
200
600
60
80
2
1
Formulaties 1 en 2 bestonden beiden uit een core van 50% NaD en 1% aerosil in PCL
en de coat bevatte 50% NaD in PEG/PEO (1/1). De procesparameters verschilden echter
(Tabel 4.1). De co-extrudaten werden manueel gesneden tot mini-matrices met een hoogte
van 2 mm.
4.2
DISSOLUTIEMETHODE
Er werd gebruik gemaakt van een USP apparatus 1 met cilindrische baskets om de
geneesmiddelvrijstelling vanuit de (co-)extrudaten na te gaan. De uitrusting bestond uit een
VK 7010 dissolutiesysteem gecombineerd met een VK 8000 automatisch staalnamestation
(VanKel Industries, NJ, USA). De baskets bevonden zich op 25 ± 2 mm van de bodem van de
vessels en draaiden aan een snelheid van 100 rpm (European pharmacopoeia, 2007). Als
dissolutiemedium werd gebruik gemaakt van 900 mL gedemineraliseerd water. Voor
matrices met onmiddellijke vrijstelling werden stalen genomen na 5, 10, 15, 20, 30, 45 en 60
minuten. Voor matrices met gecontroleerde vrijstellingen werden de stalen genomen na 0.5,
1, 2, 4, 6, 8, 12, 16, 20 en 24 uur. Bij dissolutietesten op co-extrudaten werden de stalen
genomen na 10, 20 en 30 minuten en na 1, 2, 4, 8, 12, 18, 24 uur. Alle dissolutietesten
vonden plaats onder sinkcondities. De temperatuur van het dissolutiemedium werd constant
gehouden op 37 ± 0,5°C. Alle stalen werden spectrofotometrisch geanalyseerd bij een
golflengte van 276 nm met behulp van een Perkin-Elmer Lambda12 UV-VIS
spectrofotometer (Zaventem, België).
Vooraf werd een ijklijn opgesteld (Figuur 4.1). Hierbij werd de absorbantie van
verschillende gekende concentraties natrium diclofenac in water bepaald. Een kleine
hoeveelheid natriumhydroxide werd toegevoegd om de oplosbaarheid van natrium
17
diclofenac te verbeteren. De concentratie aan natrium diclofenac werd in elk staal bepaald
aan de hand van lineaire regressie.
1
0,9
Absorbantie bij 276 nm
0,8
0,7
y = 30,512x + 0,013
R² = 0,9994
0,6
0,5
0,4
0,3
0,2
0,1
0
0
0,005
0,01
0,015
0,02
0,025
0,03
0,035
Concentratie natrium diclofenac (mg/mL)
Figuur 4.1: Ijklijn natrium diclofenac in water bij 276 nm.
4.3
DIFFERENTIAL SCANNING CALORIMETRY (DSC)
Met DSC wordt nagegaan of energie geabsorbeerd (endotherm) of vrijgesteld wordt
(exotherm) tijdens het opwarmen (of afkoelen) van het staal. Hierdoor is het mogelijk
veranderingen
in
warmtecapaciteit
(bij
de
glastransitietemperatuur),
smelt-
en
kristallisatiepieken waar te nemen. DSC werd in dit onderzoek toegepast om de invloed van
het extrusieproces op de vaste-fase eigenschappen van de materialen na te gaan. Het
thermisch gedrag van de individuele componenten, fysische mengsels en extrudaten werd
geëvalueerd.
In de cel van het toestel werden twee identieke pannetjes gebracht, waarvan één
leeg (referentie) en één dat het staal bevatte. De pannetjes werden simultaan verwarmd. De
temperatuurstijging was lineair in functie van de tijd en de temperatuur in beide pannetjes
werd tijdens het gehele traject identiek gehouden. Wanneer zich een transitie, endotherm
of exotherm, voordeed in het staal, diende meer of minder warmte toegevoegd te worden
18
aan de referentie om de temperatuur in beide pannetjes hetzelfde te houden. Dat verschil in
warmtetoevoer werd weergegeven in een thermogram.
De DSC-experimenten werden uitgevoerd met behulp van een Q2000 DSC (TA
Instruments, Leatherhead, UK). Stalen (5-10 mg) werden afgevuld in aluminiumpannetjes
(TA Instruments, Leatherhead, UK), die hermetisch gesloten werden. De stalen werden eerst
afgekoeld tot 0°C en daarna verwarmd tot 300°C met een lineaire temperatuursstijging van
10°C per minuut. De resultaten werden geanalyseerd met behulp van TA Instruments
Universal Software.
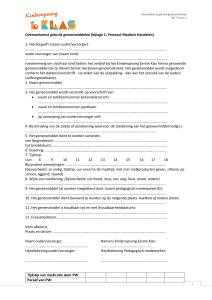
4.4
ADHESIETEST
Om de adhesie tussen de coat en de core na te gaan, werd gebruik gemaakt van een
trekbank (LF Plus, Lloyd Instruments, West Sussex, UK). De co-extrudaten werden gesneden
in cilinders met een hoogte van 1 mm. Deze werden vervolgens geplaatst op een houder met
een centrale opening. De co-extrudaten werden gepositioneerd op die manier dat de coat
ondersteund werd door de houder, terwijl de core zich boven de centrale opening bevond.
Een probe met een diameter van 2 mm voerde een neerwaartse kracht uit op de core. De
maximale kracht die nodig was om de core van de coat te scheiden werd gemeten. De
adhesietest werd per co-extrudaat in tienvoud uitgevoerd.
Figuur 4.2: Adhesietest.
19
De adhesie tussen core en coat werd nagegaan van verschillende co-extrudaten. Er
werd gebruik gemaakt van een matrijs met een interne diameter van 3 mm en een coatdikte
van 0,5 mm, wat resulteerde in een totale diameter van 4 mm. De voedingssnelheid bedroeg
voor de core 0,2 kg/u en voor de coat 0,15 kg/u. De schroefsnelheid voor beide werd
ingesteld op 60 rpm. De coat en core bevatten hetzelfde percentage geneesmiddel,
respectievelijk 0, 30 en 50% NaD. De co-extrudaten werden telkens geco-extrudeerd bij drie
verschillende temperaturen, respectievelijk 70, 95 en 120°C.
4.5
HIGH PERFORMANCE LIQUID CHROMATOGRAPHY (HPLC)
Voor de in vivo studie werd gebruik gemaakt van zes mannelijke honden (gewicht
23,5-39,0 kg). Aan elke hond werd een orale dosis natrium diclofenac van 100 mg
toegediend. Dit gebeurde hetzij als experimentele geco-extrudeerde mini-matrices, hetzij als
referentieformulatie. Op basis van de resultaten van de in vitro dissolutie werden twee
experimentele formulaties geselecteerd voor de in vivo studie. Als referentieformulatie werd
gekozen voor Motifene® (Daiichi-Sankyo, Belgium). De Motifene® gelules bevatten een
mengsel van maagsapresistente pellets met snelle afgifte (33,3%) en pellets met verlengde
vrijgave (66,6%). Ook de experimentele geco-extrudeerde mini-matrices werden afgevuld in
harde gelatine capsules. De formulaties werden in willekeurige volgorde toegediend aan de
honden met een wash-out periode van minstens één week tussen de verschillende
toedieningen. Voor toediening van de formulaties hadden de honden reeds twaalf uur
gevast, water hadden ze wel ter beschikking. De bloedstalen werden genomen uit de vena
saphena lateralis, die zich ter hoogte van de achterpoot van de hond bevindt. Er werd een
blanco bloedstaal genomen alvorens de formulatie toe te dienen. De formulaties werden
telkens toegediend met 20 mL water. De bloedstalen werden gecollecteerd in tubes met
gedroogd heparine op de gewenste tijdstippen: 0,25-0,5-0,75-1-1,5-2-3-4-5-6-8 en 10 uur na
inname van de formulaties. Ook tijdens deze periode kregen de honden geen eten. Binnen
het uur na staalname werd het bloed gedurende 10 min bij 1500g gecentrifugeerd. Het
plasma werd gescheiden en ingevroren bij -20°C. De plasmastalen werden ontdooid vlak
voor analyse.
20
De bepaling van de concentraties natrium diclofenac in het plasma was gebaseerd op
een gevalideerde HPLC-fluorescentie methode (Millership et al., 2000). Als interne standaard
werd flurbiprofen gebruikt. De plasmastalen (500 μL) werden gemengd met 50 μL
flurbiprofen (50 μg/mL flurbiprofen in methanol) en 450 μL fosforzuur (1M). Fosforzuur werd
toegevoegd bij de plasmastalen om de bindingen tussen het geneesmiddel en de proteïnen
te verbreken.
Natrium diclofenac werd geëxtraheerd met behulp van vaste-fase extractie. De
Oasis® HLB extractie kolommen (1 cc 30 mg) (Waters, Etten-Leur, Nederland) werden
achtereenvolgens geconditioneerd met methanol (1 mL) en water (1 mL). Dan werden de
voorbereidde stalen geladen op de extractie kolommen. De HLB extractie kolommen werden
vervolgens gewassen met 1 mL 5% methanol in water en geëlueerd gebruikmakende van 1
mL methanol. Droogdampen van de eluaten gebeurde onder N2. De residuen werden
opgelost in 150 μL mobiele fase en hiervan werd 100 μL geïnjecteerd op de HPLC kolom. De
natrium diclofenac concentraties werden bepaald via een kalibratiecurve.
Piekoppervlakte NaD/Flurbiprofen
2,5
2
1,5
y = 0,3946x
R² = 0,999
1
0,5
0
0
1
2
3
4
Concentratie NaD (μg/mL) in plasma
5
6
Figuur 4.3: Kalibratiecurve van NaD (μg/mL) in plasma.
21
Het HPLC systeem (Merck-Hitachi, Darmstadt, Germany) is opgebouwd uit een
solventpomp (constant debiet van 1 mL/min), een automatisch injectiesysteem, een
reversed-phase C-18 kolom (LiChrospher® 100 RP-18 (5 μm)) (250 x 4 mm) met prekolom (4
x 4 mm) en een UV detector (detectie bij 280 nm). De mobiele fase bestond uit een mengsel
van methanol en water (63/37; v/v) waarvan de pH op 3,3 gebracht werd met H3PO4. De
chromatografische pieken werden geïntegreerd met behulp van een automatisch integratie
systeem (software D-7000 Multi-Manager).
De plasma piekconcentraties (Cmax1 en Cmax2), de mate van absorptie (AUC0-10u) en de
tijd om Cmax te bereiken (Tmax1 en Tmax2) werden berekend. De resultaten werden statistisch
geanalyseerd gebruik makende van SPSS 17 (SPSS, Chicago, USA). Het effect van de
formulatie op de biologische beschikbaarheid werd beoordeeld met behulp van een ANOVA
test. Er werd een Bonferroni post hoc test uitgevoerd met P<0.05 als significantieniveau. Op
die manier konden de effecten van de verschillende formulaties vergeleken worden.
4.6
X-RAY DIFFRACTION (XRD)
XRD wordt gebruikt voor de karakterisatie van de kristallijne eigenschappen van vaste
materialen. Het is een methode waarbij gebruik gemaakt wordt van röntgenstralen om de
kristalliniteit na te gaan. Parallelle X-stralen vallen in op de kristalmoleculen en worden
hierbij afgebogen onder een bepaalde hoek afhankelijk van de afstand tussen de atomen.
Het diffractiepatroon is uniek voor elke kristallijne fase en is dus als het ware een
vingerafdruk die de karakteristieken van het kristal weergeeft. Het vertoont scherpe pieken
voor (semi-)kristallijne stoffen. Amorfe dispersies kunnen met deze techniek dus niet
onderscheiden worden. Wel kan onderzocht worden of het om een amorfe of een kristallijne
dispersie gaat. De gevoeligheid van XRD is echter gelimiteerd waardoor minder dan 10%
kristalliniteit moeilijk te detecteren is (Crowley et al., 2007).
De kristalliniteit van het geneesmiddel in de mini-matrices werd met behulp van Xstraaldiffractie onderzocht. De X-straaldiffractogrammen van het geneesmiddel, de
polymeren, fysische mengsels, coat en core materiaal van de extrudaten werden verkregen
met behulp van een D5000 Cu Kα diffractometer (λ = 0,154 nm) (Siemens, Karlsruhe,
22
Duitsland). Het hoekbereik (2θ) varieerde van 10° tot 60° in stappen van 0,02°. De meettijd
bedroeg 1s/stap.
XRD werd gebruikt om de vaste-fase eigenschappen van NaD in PCL en PEO/PEG te
onderzoeken na extrusie bij 95°C en 120°C. XRD werd uitgevoerd op extrudaten die 50% NaD
in PCL bevatten en extrudaten die 50% NaD in PEO/PEG bevatten. Er werd gekozen voor een
hoge geneesmiddelbelading om de pieken op de diffractogrammen beter te detecteren.
4.7
DIGITALE MICROSCOPIE
Digitale beelden werden genomen met behulp van een digitale microscoop (Hirox
KH-7700, Hachensack, NJ) met een MXG-10C hoge resolutie zoom lens (10x). Door co-axiale
verticale belichting werden de co-extrudaten optisch geobserveerd om de adhesie tussen de
coat en core te bestuderen.
23
5
RESULTATEN EN DISCUSSIE
5.1
MAXIMALE GENEESMIDDELBELADING
5.1.1 Core
5.1.1.1 Algemeen
Alle core-formulaties bestonden uit PCL met als doel natrium diclofenac
gecontroleerd over 24 uur vrij te stellen. Dit wateronoplosbaar polymeer was extrudeerbaar
bij alle vooropgestelde temperaturen (70, 95, 120 °C). 1% Aerosil® werd toegevoegd aan alle
mengsels om de vloei-eigenschappen van het poedermengsel in de voeder te verbeteren.
De maximale geneesmiddelbelading (MGB) werd bepaald in functie van de
temperatuur (70°C, 95°C en 120°C) en in functie van de afmetingen van de matrijs (1, 2, 3
mm diameter). De MGB werd gedefinieerd als de maximale geneesmiddelconcentratie
waarbij extrusie mogelijk was met een torque en druk lager dan respectievelijk 100% en 100
bar. De concentratie aan natrium diclofenac in de core formulatie werd telkens met 10%
opgedreven totdat de limieten van torque en druk bereikt werden. De formulaties werden
nadien onderworpen aan een 24uurs-dissolutie in gedemineraliseerd water. NaD werd
vrijgesteld door middel van diffusie doorheen de poriën van de onoplosbare matrix.
5.1.1.2 Diameter core = 3 mm
Bij een extrusietemperatuur van 70°C werd de MGB vastgesteld op 40% NaD. De
torque en de druk bedroegen respectievelijk 80% en 50 bar. De dissolutietest (Figuur 5.1)
toonde aan dat de vrijstelling van NaD vanuit deze core formulatie onvolledig was, na 24 uur
was slechts 55% NaD vrijgesteld uit de matrix.
Bij 95°C werd een maximale concentratie van 50% NaD bekomen. De torque en de
druk bedroegen respectievelijk 75% en 30 bar. Uit Figuur 5.1 bleek dat na 24 uur de totale
hoeveelheid NaD uit de matrix was vrijgesteld en dit aanhoudend over 24 uur.
24
100
% Vrijstelling
80
60
40% NaD 70°C
40
50% NaD 95°C
60% NaD 120°C
20
0
0
4
8
12
Tijd (uur)
16
20
24
Figuur 5.1: Dissolutiegrafiek van de MGB in PCL (diameter core = 3 mm).
Bij 120°C was de maximale concentratie aan NaD 60%. De torque en de druk
bedroegen respectievelijk 60% en 60 bar. Figuur 5.1 toonde aan dat de formulatie met 60%
NaD (geëxtrudeerd bij 120°C) minder geneesmiddel had vrijgesteld na 24u dan deze met
50% NaD (geëxtrudeerd bij 95°C). Vermoedelijk waren de mini-matrices bij hogere
temperatuur minder poreus en was de straal van de poriën kleiner, met als gevolg dat het
dissolutiemedium moeilijker kon penetreren in de matrix. Hierdoor gebeurde de diffusie van
het geneesmiddel vanuit de poriën trager bij matrices geëxtrudeerd bij 120°C en was de
vrijstelling na 24 uur bijgevolg minder (Crowley et al., 2004).
5.1.1.3 Diameter core = 2 mm
De maximale geneesmiddelbelading bij 70°C was 10% NaD. De torque was 85% en de
druk 90 bar. Na dissolutie (Figuur 5.2) bleek dat slechts ongeveer 7% NaD vrijgesteld was na
24 uur. Bij 95°C was de maximale geneesmiddelbelading 40% NaD. De waarde voor de
torque bedroeg 80%, de druk was 60 bar. NaD werd voor 77% vrijgesteld uit deze formulatie
(Figuur 5.2). Bij 120°C was de MGB 50%. De waarden voor torque en druk bedroegen
respectievelijk 60% en 60 bar. NaD werd voor 84% vrijgesteld na 24u (Figuur 5.2).
25
100
% Vrijstelling
80
60
10% NaD 70°C
40
40% NaD 95°C
50% NaD 120°C
20
0
0
4
8
12
Tijd (uur)
16
20
24
Figuur 5.2: Dissolutiegrafiek van de MGB in PCL (diameter core = 2 mm).
5.1.1.3 Diameter core = 1 mm
Bij deze afmetingen kon niet geëxtrudeerd worden, ook niet bij de laagste
geneesmiddelbelading en de hoogste temperatuur. De maxima voor torque en druk werden
telkens overschreden. Deze matrijs was dus niet bruikbaar.
5.1.2 Coat
5.1.2.1 Algemeen
Voor de coat werd gebruik gemaakt van een 50/50 mengsel van PEG 4000 en PEO
100000. Deze twee wateroplosbare polymeren zorgden voor een onmiddellijke
geneesmiddelvrijstelling (binnen het uur).
Net als voor de core, werd de maximale geneesmiddelbelading (MGB) bepaald in
functie van temperatuur (70°C, 95°C en 120°C) en in functie van de afmetingen van de
matrijs. De concentratie aan natrium diclofenac in de core formulatie werd telkens met 10%
opgedreven totdat de limieten van torque en druk bereikt waren. De extrudaten werden
versneden tot mini-matrices en onderworpen aan een dissolutietest gedurende 1 uur in
gedemineraliseerd water.
26
5.1.2.2 Dikte coat = 0,5 mm
Bij 70°C werd een maximale concentratie van 30% NaD bekomen. De druk bedroeg
75 bar en de torque 40%. De dissolutietest (Figuur 5.3) toonde aan dat NaD na 20 minuten
volledig vrijgesteld was.
100
% Vrijstelling
80
60
30% NaD 70°C
40
50% NaD 95°C
20
0
0
5
10 15 20 25 30 35 40 45 50 55 60
Tijd (min)
Figuur 5.3: Dissolutiegrafiek van de MGB in PEG/PEO (1/1) (dikte coat = 0,5 mm).
Bij 95°C was de maximale concentratie 50% NaD met een torque van 30% en een
druk van 62 bar. Het vrijstellingsprofiel van deze formulatie (Figuur 5.3) was analoog aan dat
van de formulatie met 30% NaD (geëxtrudeerd bij 70°C), namelijk een volledige vrijstelling
binnen de 20 minuten.
De MGB bij 120°C was identiek aan die bij 95°C, namelijk 50% NaD. Deze extrudaten
werden niet aan een dissolutietest onderworpen aangezien de hogere temperatuur geen
voordeel gaf qua MGB en er bij voorkeur gewerkt wordt bij een zo laag mogelijke
extrusietemperatuur zodat de kans op degradatie beperkt wordt.
27
5.1.2.3 Dikte coat = 1 mm
Bij 70°C werd een maximale concentratie van 20% NaD bekomen. De druk bedroeg
80 bar en de torque 30%. Bij 95°C was de MGB gelimiteerd tot 40% NaD door de hoge druk
in de matrijs (80 bar). De torque was echter laag (35%). Bij 120°C werd een maximale
concentratie van 50% NaD bekomen. De torque en de druk bedroegen respectievelijk 35%
en 65 bar. De vrijstelling van NaD (Figuur 5.4) was bij alle formulaties compleet na 30
minuten.
100
% Vrijstelling
80
60
20% NaD 70°C
40
40% NaD 95°C
50% NaD 120°C
20
0
0
5
10 15 20 25 30 35 40 45 50 55 60
Tijd (min)
Figuur 5.4: Dissolutiegrafiek van de MGB in PEG/PEO (1/1) (dikte coat = 1 mm).
5.1.3 Co-extrudaten
5.1.3.1 Formulatie 1
Gebaseerd op de resultaten van de MGB-bepalingen in core en coat (in functie van de
temperatuur en de afmetingen van de matrijs) en de resultaten van de dissolutietesten
werden twee formulaties geselecteerd voor co-extrusie. De co-extrudaten werden zowel in
vitro als in vivo getest.
Formulatie 1 bestond uit een core van 50% NaD en 1% aerosil in PCL, de coat bevatte
50% NaD in PEG/PEO (1/1). De core van het co-extrudaat had een diameter van 3 mm en
28
was omgeven door een coat van 0,5 mm dikte. De gewichtsverhouding van NaD tussen de
core en coat bedroeg 57/43.
100
% Vrijstelling
80
60
40
20
0
0
4
8
12
Tijd (uur)
16
20
24
Figuur 5.5: Dissolutiegrafiek van formulatie 1.
Na 30 minuten was de coat van de co-extrudaten al volledig verdwenen en bleef
enkel de core over. Figuur 5.5 toont dat reeds na 1 uur 63% NaD was vrijgesteld. Dit
percentage was de som van enerzijds de volledige hoeveelheid NaD uit de coat (43 mg), die
onmiddellijk (binnen het uur) was vrijgesteld en anderzijds een klein deel dat al via diffusie
uit de core was vrijgesteld. Het overige deel NaD werd uit de core gecontroleerd vrijgesteld
over 24 uur.
5.1.3.2 Formulatie 2
Formulatie 2 bestond uit een core van 50% NaD en 1% aerosil in PCL, de coat bevatte
50% NaD in PEG/PEO (1/1). De core van het co-extrudaat had een diameter van 2 mm en
was omgeven door een coat van 1 mm dikte. De gewichtsverhouding van NaD tussen de
core en coat bedroeg 25/75.
29
100
% Vrijstelling
80
60
40
20
0
0
4
8
12
Tijd (uur)
16
20
24
Figuur 5.6: Dissolutiegrafiek van formulatie 2.
Na 1 uur was 84% NaD vrijgesteld uit formulatie 2 (Figuur 5.6). Dit percentage lag
hoger dan bij formulatie 1 omdat er in de coat van deze formulatie 75 mg geneesmiddel
aanwezig was, tegenover 43 mg bij formulatie 1. De coat loste volledig binnen het uur op
waardoor de volledige hoeveelheid NaD (75 mg) onmiddellijk werd vrijgesteld. Daarnaast
werd tijdens het eerste uur ook al een klein deel via diffusie uit de core vrijgesteld. De
overige fractie NaD (16%) werd gecontroleerd over 24 uur vrijgesteld.
30
5.2
KARAKTERISATIE CO-EXTRUDATEN
De vaste-fase eigenschappen van formulatie 1 en 2 werden bestudeerd met behulp
van XRD en DSC.
Figuur 5.7: Diffractiepatronen van de componenten van de coat. Van boven naar onder
respectievelijk: zuiver natrium diclofenac, PEO/PEG (1/1), een fysisch mengsel met 50%
NaD en PEO/PEG (1/1), een extrudaat met 50% NaD en PEO/PEG (1/1) geëxtrudeerd bij
120°C en bij 95°C.
Deze diffractiepatronen toonden aan dat NaD na extrusie nog steeds onder
kristallijne vorm aanwezig was in de coat van de extrudaten (Figuur 5.7). De scherpe
kristallijne pieken van NaD waren zowel aanwezig in het fysisch mengsel als in de
extrudaten, wat erop wees dat de kristalliniteit niet aangetast was. De intensiteit van de
(omkaderde) pieken was evenwel laag, waardoor besloten werd deze resultaten te
bevestigen met een gevoeligere techniek, namelijk DSC (zie later).
31
Figuur 5.8: Diffractiepatronen van de componenten van de core. Van boven naar onder
respectievelijk: zuiver natrium diclofenac, PCL, een fysisch mengsel met 50% NaD en PCL,
een extrudaat met 50% NaD en PCL geëxtrudeerd bij 120°C, 95°C en 70°C.
Uit Figuur 5.8 was te zien dat NaD na extrusie in de kristallijne vorm voorkwam in de
core. De selectieve NaD pieken waren duidelijk aanwezig in het diffractogram van de
extrudaten, wat erop wees dat de kristalliniteit van het geneesmiddel behouden bleef.
Als bevestiging van de XRD resultaten, werd de kristalliniteit van NaD vervolgens
nagegaan met behulp van DSC. Om te vermijden dat één of meerdere componenten
degraderen tijdens de DSC runs, werd vooraf de degradatietemperatuur opgezocht. Er werd
gevonden dat PCL stabiel is tot 402°C (Sivalingam et al., 2003) en PEO/PEG tot 411°C (Li et
al., 2006), waardoor opwarmen tot 300°C geen probleem bleek.
32
Figuur 5.9: DSC-thermogram van de componenten van de coat. Van boven naar
onder respectievelijk: zuiver natrium diclofenac, PEO/PEG (1/1), een fysisch mengsel met
50% NaD en PEO/PEG (1/1), een extrudaat met 50% NaD en PEO/PEG (1/1) geëxtrudeerd
bij 95°C en 120°C.
De smeltenthalpie van NaD in het fysisch mengsel bedroeg 43,54 J/g,
overeenstemmend met een 50% geneesmiddelbelading in de formulatie. Deze waarde was
iets hoger dan de smeltenthalpiën die bekomen werden voor de extrudaten, respectievelijk
38,15 en 38,81 J/g. Een kleine fractie van NaD interageerde met PEO/PEG tijdens extrusie.
Het PEO/PEG mengsel smolt reeds bij 67,65°C, een kleine fractie van NaD loste op in deze
smelt. Het grootste deel bleef kristallijn (Figuur 5.9).
De smeltpiek van NaD lag duidelijk lager bij het fysisch mengsel (268,39°C), de
extrudaten geëxtrudeerd bij 95°C (252,67°C) en bij 120°C (253,03°C) dan bij het zuiver NaD
(292,11°C) (Figuur 5.9). De gesmolten carrier in het pannetje zorgde ervoor dat de
33
temperatuurstransductie naar het geneesmiddel vlotter verliep dan wanneer er in het
pannetje enkel zuiver NaD aanwezig was.
Figuur 5.10: DSC-thermogram van de componenten van de core. Van boven naar onder
respectievelijk: zuiver natrium diclofenac, PCL, een fysisch mengsel met 50% NaD en PCL,
een extrudaat met 50% NaD en PCL geëxtrudeerd bij 95°C en 120°C.
De smeltenthalpie van zuiver NaD bedroeg 85,25 J/g. De piek van NaD werd ook
teruggevonden in het fysisch mengsel, het extrudaat geëxtrudeerd bij 95°C en het extrudaat
geëxtrudeerd bij 120°C. De smeltenthalpieën waren de helft van zuiver NaD, wat overstemt
met een 50% belading aan NaD in de formulatie. De waarden waren respectievelijk 41,49
J/g, 41,59 J/g en 42,04 J/g (Figuur 5.10). Dit wees erop dat NaD volledig kristallijn bleef na
extrusie bij de verschillende temperaturen en dus niet interageerde met PCL.
De
smeltpiekverschuiving
van
NaD
was
te
wijten
aan
de
vlottere
temperatuurstransductie naar het geneesmiddel ten gevolge van de gesmolten carrier.
Hierdoor lag de smeltpiek van NaD duidelijk lager bij het fysisch mengsel (252,06°C), de
34
extrudaten bij 95°C (249,02°C) en bij 120°C (248,26°C) dan bij het zuiver NaD (292,11°C)
(Figuur 5.10).
Deze DSC-thermogrammen bevestigden de resultaten van de XRD analyses (Figuur
5.7, Figuur 5.8). NaD bevond zich na extrusie zowel in de coat als in de core voor het
grootste deel in de kristallijne vorm.
5.3
ADHESIE RESULTATEN
5.3.1 Algemeen
Het doel was de invloed te bepalen van de geneesmiddelconcentratie en/of
extrusietemperatuur op de adhesie tussen de core en de coat. De resultaten (gemiddelde ±
standaarddeviatie) worden weergegeven in Tabel 5.1. Bij 70°C was het niet mogelijk om te
co-extruderen met 50% geneesmiddel omdat de maximale waarden voor de torque en druk
overschreden werden.
Tabel 5.1: Adhesiekracht (Newton) (±SD) tussen core en coat in functie van concentratie
NaD (0, 30, 50%) en extrusietemperatuur (70, 95, 120 °C).
70°C
95°C
120°C
0% NaD
0,6 ± 0,7 N a
5,2 ± 2,3 N b
3,4 ± 2,2 N c
30% NaD
14,7 ± 5,8 N a’
25,1 ± 5,3 N b’
30,6 ± 7,8 N c’
50% NaD
/
30,1 ± 5,4 N b’
39,3 ± 7,1 N c’
Statistisch significante verschillen bij 70°C tussen a en a’, bij 95°C tussen b en b’, bij 120°C tussen c en c’,
bij 0% NaD tussen a en b en bij 30% NaD tussen a’ en c’.
5.3.2 Invloed van temperatuur
Er werden statisch significante verschillen gezien die aantoonden dat de
extrusietemperatuur een invloed had. Een statistisch significant verschil werd gedetecteerd
tussen de formulaties met 0% NaD geëxtrudeerd bij 70°C (0,6 ± 0,7) en bij 95°C (5,2 ± 2,3).
Wanneer beide lagen geen geneesmiddel bevatten nam de adhesie tussen de twee
polymeren toe bij stijgende temperatuur. Ook werd een statistisch significant verschil gezien
tussen 30% NaD bij 70°C (14,7 ± 5,8) en bij 120°C (30,6 ± 7,8) (Tabel 5.1). Ook wanneer de
35
co-extrudaten 50% geneesmiddel bevatten verhoogde de adhesie tussen de twee lagen bij
hogere extrusietemperatuur, maar dit was niet statistisch significant (Tabel 5.1).
5.3.3 Invloed van concentratie
Tabel 5.1 geeft aan dat de gemiddelde maximale kracht die nodig was om de coat en
de core te scheiden toenam bij hogere concentraties geneesmiddel. De verschillen waren
echter niet allemaal statistisch significant. De gemiddelde adhesie van de co-extrudaten
zonder NaD was relatief laag ten opzichte van de co-extrudaten die NaD bevatten. Door de
sterk uiteenlopende eigenschappen van PCL (hydrofoob) en PEO (hydrofiel) vertoonden deze
polymeren weinig affiniteit voor elkaar. Door toevoegen van geneesmiddel was het
oppervlak van de core en coat ruwer, wat zorgde voor een fysische verstrengeling tussen
beide lagen.
Uit Tabel 5.1 kon besloten worden dat de aanwezigheid van NaD (30 of 50%) een
positieve invloed had op de adhesiekracht tussen core en coat.
36
5.3.4 Microscopie
Met een digitale microscoop werden afbeeldingen gemaakt van co-extrudaten met
0%, 30% en 50% NaD die geëxtrudeerd waren bij 120°C (Figuur 5.11). Zo werd visueel
nagegaan hoe goed de twee lagen op elkaar aansloten. Deze beelden bevestigden de
resultaten die bekomen werden uit de adhesietesten.
Figuur 5.11: Digitale microscopische beelden van co-extrudaten die 0/0%, 30/30% en
50/50% NaD in core en coat bevatten.
Bij 0% NaD waren er op de microscopische beelden ter hoogte van het raakvlak
poriën te zien, wat aantoonde dat de adhesie tussen de twee lagen zwak was. Wanneer
beide polymeerlagen 30% NaD bevatten was het aantal poriën ter hoogte van het grensvlak
tussen de lagen sterk gereduceerd, wat in overeenstemming was met de grotere
adhesiekracht gemeten tijdens de adhesie experimenten. Bij 50% NaD waren er zo goed als
geen openingen te zien tussen de twee lagen, wat erop wees dat de aaneensluiting van de
twee lagen bij deze formulatie het best was.
37
5.4
IN VIVO RESULTATEN
De biologische beschikbaarheid van twee experimentele formulaties werd vergeleken
met een referentie, Motifene®. De twee experimentele formulaties werden gekozen op basis
van de resultaten van de MGB-bepalingen in core en coat (in functie van de
extrusietemperatuur en de afmetingen van de matrijs) en de resultaten van de
dissolutietesten. Deze co-extrudaten werden ook in vitro getest (zie 5.1.3). De
procesparameters van de co-extrudaten worden weergegeven in Tabel 4.1. Formulatie 1
bevatte respectievelijk 57 mg en 43 mg in core en coat, terwijl dit voor formulatie 2 25 mg
en 75 mg was. De Motifene® capsules bestonden uit een mengsel van maagsapresistente
pellets met snelle afgifte (33,3 mg NaD) en pellets met verlengde vrijgave (66,6 mg NaD).
De gemiddelde biologische beschikbaarheid (n=6) van NaD na orale toediening van
formulatie 1, formulatie 2 en Motifene® wordt weergegeven in Figuur 5.12. De
farmacokinetische parameters (Cmax1, Cmax2, Tmax1 Tmax2 en AUC0-10u) worden weergegeven in
Tabel 5.2.
6
Concentratie (μg/mL)
5
4
Formulatie 2
Formulatie 1
3
Referentie Motifene
2
1
0
0
2
4
Tijd (uur)
6
8
10
Figuur 5.12: De gemiddelde biologische beschikbaarheid na orale toediening aan zes
honden van formulatie 1, formulatie 2 en Motifene®.
38
Tabel 5.2: Gemiddelde farmacokinetische parameters van formulatie 1, formulatie 2 en
Motifene®.
Cmax2
(μg/mL)
2,2 ± 1,2
Tmax1 (uur)
Tmax2 (uur)
Formulatie 1
Cmax1
(μg/mL)
2,3 ± 1,3
1,5 ± 0,4
4,8 ± 1,0
AUC0-10u
(μg.uur/mL)
12,0 ± 1,4
Formulatie 2
5,1 ± 3,5
3,8 ± 2,8
1,5 ± 0,9
3,8 ± 0,4
19,1 ± 3,0
Motifene®
0,9 ± 0,5
2,1 ± 1,6
2,4 ± 1,8
5,5 ± 1,4
10,9 ± 5,6
Er was geen significant verschil (p>0.05) tussen formulatie 1 en de referentie wat
betreft de mate van absorptie (AUC0-10u). De AUC0-10u tussen formulatie 1 en 2 was wel
significant verschillend (p=0.001), evenals tussen formulatie 2 en de referentie (p=0.003). Er
was duidelijk een hogere opname bij formulatie 2. Voor Cmax1, Cmax2, Tmax1 en Tmax2 werden
tussen de 3 formulaties geen significante verschillen gevonden.
Formulatie 2 vertoonde de hoogste Cmax1. Dit was te wijten aan het feit dat de
hoeveelheid NaD in de coat hoger was in formulatie 2 dan in formulatie 1, respectievelijk 75
mg en 43 mg. Motifene® vertoonde de laagste Cmax1, wat te wijten was aan het feit dat de
fractie met onmiddellijke vrijstelling hier het laagst was (33,3mg). Daarnaast speelde ook de
enterische coating een rol als snelheidsbepalende factor. Cmax2 van Motifene® lag wel hoger
dan Cmax1 omdat de fractie die gecontroleerd vrijgesteld moest worden hoger lag (66,6 mg).
Wanneer deze in vivo profielen vergeleken werden met de in vitro dissolutiegrafieken
van formulatie 1 (Figuur 5.5) en formulatie 2 (Figuur 5.6) dan werden dezelfde vaststellingen
gedaan. De initiële NaD concentratie vrijgesteld uit formulatie 2 was groter dan uit
formulatie 1. Dit was te wijten aan de hogere hoeveelheid NaD die zich in de coat van
formulatie 2 bevond (75 mg ten op zichte van 43 mg in formulatie 1). C max2 van formulatie 2
was het hoogst, dit was deels te wijten aan de concentratie NaD vrijgesteld uit de coat en
deels aan de diffusie van NaD uit de core. Formulatie 2 vertoonde de beste gecontroleerde
vrijstelling. Deze resultaten toonden aan dat zowel de in vitro als de in vivo vrijstelling
gestuurd kon worden door de NaD ratio in core en coat te variëren.
39
De extrudaten die teruggevonden werden in de uitwerpselen van de honden werden
onderzocht om na te gaan welke fractie NaD niet werd vrijgesteld uit de matrices. Hieruit
bleek dat uit formulatie 1 slechts 4% geneesmiddel niet werd vrijgesteld, terwijl dit voor
formulatie 2 ongeveer 8,5% was.
40
6.
CONCLUSIE
Uit dit onderzoek bleek dat co-extrudaten op basis van PCL (core) en PEO/PEG (coat)
flexibele systemen zijn om preparaten met duale vrijstelling te produceren. Door variatie van
de extrusietemperatuur, de geneesmiddelbelading en/of de matrijsafmetingen konden
formulaties met de gewenste eigenschappen (in vitro en in vivo geneesmiddelvrijstelling,
adhesie tussen beide lagen) ontwikkeld worden.
Een eerste reeks experimenten toonde aan dat de maximale geneesmiddelbelading
in core en coat afhankelijk was van de extrusietemperatuur en de matrijsafmetingen. De
hoogst mogelijke geneesmiddelbelading in de core bleek 60% NaD, terwijl dit in de coat
slechts 50% was. Uit de dissolutietesten bleek dat de geneesmiddelvrijstelling vanuit de core
afhankelijk was van de NaD concentratie, de extrusietemperatuur en de afmetingen van de
extrudaten, terwijl dit voor de coat niet zo was.
De karakterisatie van de co-extrudaten met behulp van XRD en DSC toonde aan dat
NaD zowel in de coat als in de core na extrusie onder de vorm van kristallen aanwezig was.
Een kleine fractie was echter opgelost in de coat. Adhesietesten toonden aan dat de
adhesiekracht tussen core en coat steeg bij hogere extrusietemperatuur en stijgende
geneesmiddelbelading.
De resultaten van de in vivo studie toonden aan dat zowel de in vitro als de in vivo
vrijstelling gestuurd kon worden door de NaD ratio in core en coat te variëren. Er werd ook
vastgesteld dat de biologische beschikbaarheid steeg naarmate de NaD ratio in coat/core
steeg. Uit dit onderzoek kan geconcludeerd worden dat ‘hot melt’ co-extrusie veelbelovend
is voor de ontwikkeling van een orale formulatie met duale geneesmiddelvrijstelling. Deze
vormgevingstechniek biedt zeker mogelijkheden voor de toekomst in de farmaceutische
sector.
41
7.
LITERATUURSLIJST
Andrews, G. P.; Jones, D. S.; Diak, O. A.; Margetson, D. N.; McAllister, M. S. (2009). Hot-melt
extrusion: an emerging drug delivery technology. Pharmaceutical Technology Europe, 21, 1-5
Bär, H (2010). Physical-chemical characterisation of polymers and actives to model and
understand the chances of successful extrusion. Advanced Drug Delivery Evonik Röhm
GmbH, Pharma Polymers
Beringer, P. (2005). Remington: the science and practice of pharmacy, 21, 946-947
Breitenbach, J. (2002). Melt extrusion: from process to drug delivery technology. European
Journal of Pharmaceutics an Biopharmaceutics, 54, 107-117
Chokshi, R.; Zia, H. (2004). Hot-Melt Extrusion Technique: A Review. Iranian Journal of
Pharmaceutical Research, 3, 3-16
Crowley, M. M.; Schroeder, B.; Fredersdorf, A.; Obara, S.; Talarico, M.; Shawn, K.; McGinity,
J. W. (2004). Physicochemical properties and mechanism of drug release from ethyl cellulose
matrix tablets prepared by direct compression and hot-melt extrusion. International Journal
of Pharmaceutics, 269, 509-522
Crowley, M. M.; Zhang, F.; Repka, M. A., Thumma, S.; Upadhye, S. B.; Battu, S. K.; McGinity, J.
W.; Martin, C. (2007). Pharmaceutical Applications of Hot-Melt Extrusion: Part I. Drug
Development and Industrial Pharmacy, 33, 909-926
Dierickx, L.; Saerens, L.; Almeida, A.; De Beer, T.; Remon, J. P.; Vervaet, C. (2012). Coextrusion as manufacturing technique for fixed-dose combination mini-matrices. European
Journal of Pharmaceutics and Biopharmaceutics.
European pharmacopoeia (2007). Council of Europe, Strasbourg, 6, 266-268
42
Follonier, N.; Doelker, E; Ewart, T. C. (1995). Various ways of modulating the release of
diltiazem hydrochloride from hot-melt extruded sustained release pellets prepared using
Golan, D. E. (2008). Principles of pharmacology: the pathophysiologic basis of drug therapy,
1, 938-940
http://en.wikipedia.org/wiki/File:Polyethylene_glycol.png (21-03-2012)
http://sigmaaldrich.com/medium/structureimages/51/mfcd00082251.png (20-03-2012)
http://www.aerosil.com/product/aerosil/en/industries/application-areas/pharmaceuticals/s
olid-drug-forms/pages/default.aspx (21-03-2012)
http://www4.ncsu.edu/~hubbe/miniency/Slide44.GIF (21-03-2012)
Jacobs, A.; Hooyberghs, E.; Meynaerts, E.; Vrancken, K. (2006). Beste beschikbare technieken
voor kunstofverwerking. Academia Press, 64
Li, L.; Abubaker, O.; Shao, Z. J. (2006). Characterization of Poly(Ethylene Oxide) as a Drug
Carrier in Hot-Melt Extrusion. Drug Development and Industrial Pharmacy, 32, 991-1002
Martindale: The Complete Drug Reference, Thirty-sixth edition (2009). Sweetman S. C. (Ed.),
Pharmaceutical Press, London, UK, 45-47
McGinity, J. W.; Repka, M.; Koleng, J. J. Jr.; Zhang F. (2006). Hot-melt extrusion technology.
Encyclopedia of Pharmaceutical Technology, 3, 1488-1500
Millership, J. S.; Hare, L. G.; Farry, M.; Collier, P. S.; McElnay, J. C.; Shields, M. D., Carson, D. J.
(2000). The use of hydrophilic balanced 5HLB) copolymer SPE cartridges for the extraction of
diclofenac from small volume paediatric plasma samples. Journal of Pharmaceutical and
Biomedical Analysis, 25, 871-879.
43
Orozco-Castellanos, L. M.; Marcos-Fernández, a.; Martínez-Richa, A. (2011). Hydrolytic
degradation of poly(ε-caprolactone) with different end groups and poly(ε-caprolactone-co-γbutyrolactone): characterization and kinetics of hydrocortisone delivery.
Osswald, T. A. (1998). Polymer processing Fundamentals. 1, 11-13
Peacock, A. J., Calhoun, A. R. (2006). Polymer chemistry: properties and applications.
Putz, M. V.; Cataldo, F.; Milani, P. (2011). Carbon Bonding and Structures: Advances in
Physics and Chemistry, 384-386
Quintavalle, U.; Voinovich, D.; Perissutti, B., Serdoz, F.; Grassi, G.; Dal Col, A.; Grassi, M.
(2008). Preparation of sustained release co-extrudates by hot-melt extrusion and
mathematical modeling of in vitro/in vivo drug release profiles. European journal of
pharmaceutical sciences, 33, 282–293
Quinten, T., De Beer, T., Remon, J. P., Vervaet C. (2009). Overview of injection molding as a
manufactering technique for pharmaceutical applications. Injection Molding: Process,
Design, and Applications, 1-42
Singhal, S.; Lohar, V. K.; Arora, V. (2011). Hot Melt Extrusion Technique. WebmedCentral
PHARMACEUTICAL SCIENCES, 2, 1-20
Sinha, V. R.; Bansal, K.; Kaushik, R.; Kumria, R.; Trehan, A. (2004). Poly-e-caprolactone
microspheres and nanospheres: an overview. International Journal of Pharmaceutics, 278, 123
Sivalingam, G.; Madras, G. (2003). Thermal degradation of binary physical mixtures and
copolymers of poly(ε-caprolactone), poly(d, l-lactide), poly(glycolide). Polymer Degradation
and Stability, 84, 393-398
44
Storey, R. A.; Ymén, I. (2011). Solid State Characterization of Pharmaceuticals, 1, 149
The Merck index: An Encyclopedia of Chemicals, Drugs, and Biologicals, Fourteenth Edition
(2006). O’Neil, M. J.; Heckelman, P. E.; Koch, C. B.; Roman, K. J. (Eds.), Merck & Co., Inc.,
Whitehouse Station, NJ, USA, 3097
Van Laarhoven, J. A. H.; Kruft, M. A. B.; Vromans, H. (2002). Effect of supersaturation and
crystallization phenomena on the release properties of a controlled release device based on
EVA copolymer. Journal of Controlled Release, 82, 309-317
Vasconcelos, T.; Sarmento, B.; Costa, P. (2007). Solid dispersions as strategy to improve oral
bioavailability of poor water soluble drugs. Drug Discovery Today, 12, 1068-1075
Wen, H., Park, K. (2010). Oral Controlled Release Formulation Design and Drug Delivery:
Theory to Practice, 1-2
Williams, R. O.; Watts, A. B.; Miller, D. A. (2011). Formulating poorly water soluble drugs.
Advances in Pharmaceutical Sciences Series, 3, 345
Zhang, F.; McGinity, J. W. (1999). Properties of sustained-release tablets prepared by hotmelt extrusion. Pharmaceutical Development and Technology, 4, 241-250
Zhang, S. (2011). Biological and Biomedical Coatings: Applications, 288
45
Improving adherence: from research to policy to practice - Pr. Nick Barber
Er zijn 3 manieren waarop een geneesmiddel schade kan toebrengen aan een patiënt. Er
kunnen fouten gemaakt worden door de apotheker of de arts, het kan aan het
geneesmiddelmolecule liggen of de patiënt zelf is therapieontrouw. Therapieontrouw
verbeteren is de sleutel tot het verminderen van die schade. Het duurde 15 jaar om het idee
van New Medicines Services uit te werken. Het doel van NMS is de patiënten die een
chronisch geneesmiddel moeten innemen een service te bieden door ze op te volgen. De
apotheker moet na 2 weken en na 4 weken tijd nemen voor de patiënt. Hierbij moet hij
nagaan wat de patiënt vindt van het geneesmiddel en of er bijwerkingen zijn. Ook moet de
apotheker de informatie over het gebruik van het geneesmiddel nog eens herhalen. De
apotheker moet nagaan of de patiënt altijd zijn geneesmiddel heeft ingenomen en luisteren
naar de eventuele problemen of vragen van de patiënt. De resultaten zijn veelbelovend, nu
komt het erop aan om NMS te internationaliseren zodat de therapietrouw verbetert en de
patiënt minder schade ondervindt van zijn therapie.
Ik hoop dat deze service in alle apotheken werkelijkheid wordt. Dit zal zeker in het voordeel
zijn van de patiënt. Maar het zal er ook voor zorgen dat de oorspronkelijke sociale rol van de
apotheker terug naar de voorgrond treedt.
Access to quality medicines in resources limited setting: The role and challenges of
humanitarian pharmacist - Raffaella Ravinetto, Benedetta Schiavetti
20-50% van het gezondheidsbudget in ontwikkelingslanden gaat naar het aanschaffen van
geneesmiddelen. Er bestaat een Essential Medicines List, dit is een lijst die alle essentiële
geneesmiddelen bevat die nodig zijn om te voldoen aan de gezondheidszorg van de
populatie. Deze geneesmiddelen zouden beschikbaar moeten zijn op elk tijdstip, in adequate
hoeveelheden en in de juiste doseringsvormen. De kwaliteit zou verzekerd moeten zijn en de
kostprijs zou betaalbaar moeten zijn. In ontwikkelingslanden hebben ze de middelen niet om
een goede kwaliteitscontrole uit te voeren. Er zijn te weinig distributiecentra waardoor de
distributie van de geneesmiddelen complex is en er geen planning mogelijk is. Ook kunnen
de patiënten geneesmiddelen verkrijgen in illegale apotheken waar de kwaliteit
onvoldoende is maar de geneesmiddelen zijn er iets goedkoper dan in legale apotheken. De
dag van vandaag zijn er te weinig donaties, te weinig middelen en zijn de geneesmiddelen te
duur voor de inwoners.
Ik hoop dat de toekomst verbetering zal brengen voor de ontwikkelingslanden. Dat de
distributie en de kwaliteit verbeterd kan worden en dat de kostprijs van een geneesmiddel
aanvaardbaar wordt voor de inwoners, maar dit zal heel moeilijk zijn.
Pfizer Forensic Laboratory, EMEA region - Wendy Greenall
Er zijn 3 laboratoria die deel uit maken van Pfizer’s Global Manufacturing Quality Centre. In
deze labo’s maakt men gebruikt van forensische analyses om de authenticiteit van een staal
vast te stellen en dus vervalsingen op te sporen. Dit kan onder andere gebeuren via IR, HPLC
en GC. Een namaakproduct is elk niet-authentiek Pfizer tablet, capsule of verpakking die
verschijnt als authentiek Pfizer product. Het kan al dan niet dezelfde werkzame
farmaceutische
bestanddelen
bevatten.
Er
zijn
al
11.1
miljoen
vervalste
geneesmiddelformulaties in beslag genomen. Dit duidt erop dat er heel wat vervalsingen op
de markt zijn. Ze zijn gemakkelijk te produceren en te verdelen en leveren heel wat winst op.
Ze kunnen via internet verkocht worden en de patiënten zijn er zich nauwelijks van bewust.
Een vaak voorkomende voorbeeld is Viagra dat verkocht wordt voor erectiestoornissen. Het
bevatte 3 keer te veel sildenafil, amfetamines in de plaats van sildenafil,… Één vervalst tablet
Viagra kost de patiënt slechts €0.20, een authentiek tablet daarentegen kost €10.
Ik vind het zeer goed dat er zulke labo’s zijn die vervalsingen opsporen. Wel is het volgens
mij onmogelijk om alle vervalsingen uit de wereld te krijgen.
Computational chemistry in drug discovery: Can we improve productivity and reduce
attrition? - Alexander Alex
Het ontwikkelen van geneesmiddelen is een complex, zeer duur en tijdrovend proces. Ook al
stijgt het budget voor het ontwikkelen van nieuwe chemische stoffen, de productiviteit doet
dit niet. Falen van de molecules gebeurt voornamelijk in de beginstadia van de ontwikkeling
en in fase 1 en 2. Met behulp van rekenkundige computermodellen wordt getracht de duur
en de kostprijs van de ontwikkeling van nieuwe geneesmiddelen te verminderen. Maar het
ontwikkelen van nieuwe geneesmiddelen blijft zeer moeilijk. Er wordt getracht om de
humane absorptie te voorspellen met behulp van computermodellen om zo betere
geneesmiddelen te ontwikkelen. Wel is er nog steeds nood aan klinische testen.
Deze computermodellen zijn zeker een meerwaarde en een noodzaak voor de ontwikkeling
van nieuwe geneesmiddelen. Het kan er volgens mij in de toekomst zeker voor zorgen dat de
duur en de kostprijs vermindert wordt.