Technisch tekenen
Week 5:
Oppervlakteruwheid
Hardheid
Materiaalaanduiding
Technisch tekenen
5.1 Oppervlakteruwheid
1
Oppervlakteruwheid:
• is afhankelijk van de gekozen
bewerking
• kan te maken hebben met de
functionaliteit van het werkstuk
• bepaalt de kostprijs van het product
5.1.1 Wat kun je zeggen over oppervlakteruwheid?
• wrijvingsweerstand
• onderlaag voor nabewerking (bijv.
lijmen)
• afdichting tegen lekkage
• visuele bescherming (vingerafdrukken)
• uiterlijk
5.1.2
Voorbeelden van functionaliteit
2
Oppervlakteruwheid wordt
bepaald door de gekozen
bewerking.
Bij het hiernaast afgebeelde
zandgieten is de grootte van
de zandkorrel bepalend voor
de ruwheid.
5.1.3
Oppervlakteruwheid door bewerking
5.1.4
Ruwheidswaarde Ra en oppervlakteprofiel
3
Voor het vaststellen van Rz wordt het gemeten
traject (ruwheidsprofiel) verdeeld in vijf stukken van
gelijke lengte.
In elk van deze stukken wordt het grootste verschil in
hoogte tussen top en dal vastgesteld. Het gemiddelde
van de gevonden vijf waarden is Rz.
Alleen de hoogste piek binnen een segment telt mee,
zelfs als de andere pieken hoger zijn dan de hoogste
piek uit een ander segment
5.1.5
Ruwheidswaarde Rz
Ruwheid Rt is de totale hoogte (amplitude) van de
pieken.
Rt bewijst vooral diensten als door een
bewerkingsmethode (bijvoorbeeld draaien)
redelijk identieke pieken zijn te verwachten.
Rt is dan redelijk te voorspellen uit de aanzet, de
snedediepte en de gebruikte beitelradius.
5.1.6
Ruwheidswaarde Rt
4
In plaats van NEN 3436 is nu NPR 3436 van kracht. Dit is een samenvatting
van een ISO-norm, waar voor Nederland belangrijke normdelen zijn
samengevoegd. Op veel tekeningen zul je de verouderde symbolen nog
tegenkomen.
5.1.7
Aanduidingen van ruwheid zijn gewijzigd
5.1.8
Afmetingen van het ruwheidsteken
5
5.1.9
Het ruwheidsteken
Er zijn drie methoden om de ruwheid aan te geven:
1. bij het betreffende vlak
2. standaard bij het onderdeel
3. in de rechteronderhoek
1 heeft de hoogste prioriteit; 3 de laagste
5.1.10
Aangeven van ruwheid op de tekening
6
Buiten haakjes staat achter het stuknummer de
standaard ruwheid.
Binnen haakjes staan alle benoemde ruwheden,
gescheiden door een komma
5.1.11
Aangeven bij het onderdeel
5.1.12
Aanduiding van ruwheid op een tekening
7
5.1.13
Aangeven ruwheid in rechteronderhoek
5.1.14
Gedeeltelijk afwijkende ruwheid
8
5.1.15
Ruwheid voor en na de bewerking
5.1.16
Functie van een werkstuk
9
5.1.17
Ruwheid bij bewerkingen
5.1.18
Verband tussen ruwheid en kostprijs
10
Meten van de ruwheid kan met behulp
van een gespecialiseerd meetapparaat
dat het oppervlak aftast en direct een
berekening maakt van de verschillende
ruwheden.
5.1.19
Meten van de ruwheid
5.1.20
Meten van de ruwheid
11
5.1.21
Meten van de ruwheid
5.1.22
Geef in de tekening de ruwheden aan
12
Technisch tekenen
5.2 Bewerkingsgroeven
Bewerkingsgroeven ontstaan door
het gebruikte gereedschap en de
bewerkingsmethode.
Bewerkingsgroeven hebben soms
invloed op de kwaliteit en juiste
werking van het product.
5.2.1
Onstaan en functie van bewerkingsgroeven
13
• wrijvingsweerstand
• onderlaag voor nabewerking (bijv. lijmen)
• afdichting tegen lekkage
• visuele bescherming (vingerafdrukken)
• uiterlijk
5.2.2
Enkele functies van bewerkingsgroeven
=
Evenwijdig aan de lijn die het oppervlak voorstelt
waarvoor het symbool is toegepast.
┴
Loodrecht op de lijn die het oppervlak voorstelt
waarvoor het symbool is toegepast.
X
In twee schuine richtingen in het vlak waarvoor
het symbool is toegepast.
M
In verschillende willekeurige richtingen.
C
Ongeveer cirkelvormig t.o.v. het middelpunt van
het oppervlak warvoor het symbool is toegepast.
R
Ongeveer radiaal gericht t.o.v. het middelpunt van
het oppervlak waarvoor het symbool is toegepast.
5.2.3
Soorten van bewerkingsgroeven
14
Deze groeven leveren
een hoge wrijvingsweerstand
in één richting, maar niet in de
richting loodrecht erop.
Let hier bijvoorbeeld op bij
bewegende delen.
Verkeerd toepassen bij
afdichtingen kan lekken
veroorzaken.
Minder bruikbaar voor een
coating.
5.2.4 Bewerkingsgroeven evenwijdig en loodrecht
Wrijvingsweerstand in alle
richtingen nagenoeg gelijk.
Minder bruikbaar bij
bewegende delen.
Verkeerd toepassen bij
afdichtingen kan lekken
veroorzaken.
Goed bruikbaar voor een
coating.
5.2.5 Bewerkingsgroeven kruislings en willekeurig
15
Het cirkelvormige patroon is
met name geschikt voor
afdichtingen (minder naar
buiten lopende kanalen)
Het radiale patroon is beter
geschikt voor een coating.
5.2.6 Radiale en cirkelvormige bewerkingsgroeven
5.2.7
Geef de bewerkingsgroeven aan
16
Technisch tekenen
5.3 Aanduiding
oppervlaktebehandelingen
5.3.1
Volledig gehard product
17
5.3.2
Plaatselijke oppervlakteharding
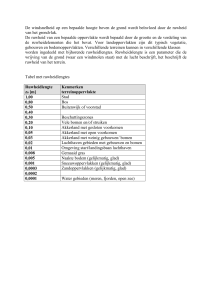
De delen met een streep stip-lijn zijn gecarboneerd met een diepte van 0,5 mm
Het hele werkstuk is verder gehard met een hardheid van 60±2 HRC
5.3.3
Gecarboneerd en gehard
18
5.3.4
Opgeven van een uitzonderingsdeel
Technisch tekenen
5.4 Aanduiding van
materialen van een
onderdeel
19
Vermijd het gebruik van materiaalnamen als:
Staal
Koper (ook geen “geel koper” en “rood koper”)
Messing
Brons
Blik
Bij alle materialen geven we de technische naam op.
Deze geeft de sterkte en/of de samenstelling weer.
Bij kunststoffen kunnen we vaak de fabrieksnaam
opgeven.
5.4.1 Geen gebruik van “straattaal” voor materialen
materiaalgebruik is afhankelijk van:
• gebruiksdoel
• verkrijgbaarheid
• kosten
5.4.2
Materiaalgebruik
20
Metalen
Ferro
gelegeerd staal
ongelegeerd staal
gietstaal
gietijzer
Non ferro
Koper(legeringen)
Aluminium(legeringen)
Overigen
Kunststoffen
Overigen
5.4.3
Onderverdeling van materialen
we kunnen staal aanduiden op grond van:
• mechanische eigenschappen
• chemische eigenschappen
• toepassingen
5.4.4
Staal
21
Bij mechanische eigenschappen opgeven:
1. het symbool Fe
2. de belangrijkste eigenschap
3. de chemische elementen die de soort kenmerken
Bij chemische eigenschappen opgeven:
1.
2.
3.
4.
het basissymbool (meestal geen Fe)
het koolstofgehalte
de chemische elementen die de soort kenmerken
de gehalten van deze chemische elementen
Als extra kan opgegeven worden:
1. A,B,C of D; Kwaliteit naar de gevoeligheid voor brosse breuk
2. E; voor staal met minimum vloeigrens
3. 1,2 of 3; zuiverheidsgraad
5.4.5
KR
KW
RM
RR
RL
TA
TB
TC
TD
TE
TF
KP
KD
5.4.6
Klassieke aanduiding staalsoorten
= geschikt voor de fabricage van gelaste buizen
= geschikt voor gebruik bij hoge temperaturen
= oppervlak mat
= oppervlak ruw
= oppervlak glad
= spanningsvrij gegloeid
= globulair gegloeid
= volledig gegloeid
= normaal gegloeid
= normaal gegloeid en laag ontlaten
= gehard en ontlaten
= geschikt voor dieptrekken
= geschikt voor koudvervormen
Klassieke codes voor eigenschappen
22
Fe 360
Fe 510 D RR
Plaat Fe 510 D KP NEN-EN 25
Staal met minimale treksterkte van
360 N/mm2
Staal met minimale treksterkte
510 N/mm2;kwaliteit D; ruw oppervlak
Plaat ; minimale treksterkte 510 N/mm2
Kwaliteit D; geschikt voor dieptrekken
volgens NEN-EN 10025
Fe E 350-2
Staal met minimale vloeigrens
350 N/mm2; Kwaliteit 2
2 C 35 TC
Koolstofstaal 0,35% C; Volledig
gegloeid
1 C 50 S TB
Koolstofstaal; 0,50% C; Kwaliteit 1;
minimumgehalte zwavel; Globulair
gegloeid
5.4.7
Enkele klassieke aanduidingen
Een aanduiding bestaat uit een aantal velden:
Veld 1:
Veld 2:
Veld 3 en verder:
Materiaalsoort.
Minimale vloeigrens of andere
materiaaleigenschap.
Aanvullende symbolen voor staal.
Het invullen van deze velden levert voor de ongelegeerde
Staalsoorten een volledig nieuwe aanduiding op, maar voor de
gelegeerde staalsoorten zijn de aanduidingen vergelijkbaar met
de oude (behoudens streepjes tussen de legeringselementen).
5.4.8
Aanduiding volgens NEN-EN 10027-1
23
Enkele voorbeelden voor veld 1:
(G)S
(G)P
L
(G)E
B
V
R
(G)C
(G)
(G)X
Constructiestaal
Staal voor drukvaten
Staal voor transportleidingen
Staal voor machinebouw
Betonstaal
Voorspanstaal
Staal voor rails
Koolstofstaal
Ongelegeerd staal met minimum Mn-gehalte 1%
Corrosievast staal met uitzondering van snelstaal
(PM)HS
snelstaal
(G) Geeft gietstaal aan. Dit is optioneel
(PM) Geeft poedermetallurgie aan (geperst product uit metaalpoeder)
5.4.9
Aanduiding volgens NEN-EN 10027-1
Enkele voorbeelden voor veld 2:
(G)S
(G)P
L
(G)E
B
V
R
(G)C
(G)
(G)X
Minimumvloeigrens
Minimumvloeigrens
Minimumvloeigrens
Minimumvloeigrens
Kenmerkende vloeigrens
Nominale treksterke
Minimumhardheid
100 × Koolstofgehalte
100 × Koolstofgehalte
100 × Koolstofgehalte
(PM)HS
Gehalten aan legeringselementen
(G) Geeft gietstaal aan. Dit is optioneel
(PM) Geeft poedermetallurgie aan (geperst product uit metaalpoeder)
5.4.10
Aanduiding volgens NEN-EN 10027-1
24
5.4.11
Aanduiding volgens NEN-EN 10027-1
5.4.12
Aanduiding volgens NEN-EN 10027-1
25
Enkele regels:
Massafractie < 5% -> zwakgelegeerd staal
Massafractie >5% -> hooggelegeerd staal
Hooggelegeerd staal wordt door een X voorafgegaan.
Elementen worden in volgorde van afnemend gehalte opgenomen.
De gehalten voor C0, Cr, Mn, Ni, Si en W worden opgegeven
met een factor 4 vermenigvuldigd bij laaggegeerd staal.
18 Ni Cr 16
X 10 Cr 13
X 50 Ni Cr 21 9
5.4.13
Zwakgelegeerd staal; 0,18% C; 4% Ni
Hooggelegeerd staal; 0,10% C; 13% Cr
Hooggelegeerd staal 0,50% C; 21% Ni; 9%
Enkele Aanduidingen gelegeerd staal
Wit gietijzer (koolstof blijft gebonden aan Fe);
Aanduiding GW
Grijs gietijzer (koolstof blijft niet gebonden); Aanduiding
GG
Anderen aanduidingen GN: Nodulair gietijzer;
GS; Smeedbaar gietijzer.
Bij de aanduiding geven we de treksterkte aan, zoals bij
ongelegeerd staal (klassieke methode):
GG 150
5.4.14
Grijs gietijzer; Treksterkte 150 N/mm2
Enkele Aanduidingen gietijzer
26
Soort
Aanduiding
Voorbeeld
Gietbaar
G Cu
G Cu-Zn15
Kneedbaar
Cu
Cu-Sn 8
Loodvrij messing
Cu-Zn
Cu-Zn 15
Loodhoudend messing
Cu-Zn
Cu-Zn 40 Pb 3
Speciaal messing
Cu-Zn
Cu-Zn 21 Al 2
Zinkbrons
Cu-Sn
Cu-Sn 4 Zn 4
Aluminiumbrons
Cu-Al
Cu-Al 5
Kopernikkel
Cu-Ni
Cu-Ni30
Nieuwzilver
Cu-Ni Zn
Cu-Ni18 Zn20
5.4.15
Aanduiding koperlegeringen
Bij Aluminium geven we het symbool Al, gevolgd door
de zuiverheid:
Al 99,8 -> 99,8% zuiver aluminium
Bij gietaluminium geven we voor het Al-symbool een G weer
Bij aluminiumkneedlegeringen geven we Al aan.
Bij legeringen geven we naast deze symbolen ook de legeringselementen
aan:
Voorbeelden:
G Al Mg3 Si
Al-Mg 4,5
5.4.16
Aanduiding aluminiumlegeringen
27
28