ENGINEERINGNET.BE
PUMP TECHNOLOGY
Top 12 van problemen bij pompen
De vloeistof bepaalt altijd
het materiaal van de pomp
door Marc Lahey, Pumps & Process Magazine
Uit studies en uit veel gesprekken met pompgebruikers - en dit zowel met
studiediensten, proces- en onderhoudsmensen - blijkt dat pompen vaak hun
voorziene levensduur niet halen. Erger nog: vaak komen ze zelfs niet in de
buurt. Het resultaat: in bepaalde sectoren wordt gemiddeld 15% van het totale
onderhoudsbudget aan het louter operationeel houden van de pompen besteed.
Er is dus - zacht uitgedrukt - ruimte voor verbetering.
A
ls “opwarmer” voor zijn beurs ‘Fluïd
Handling’ bracht Technotrans onlangs de
top 12 van technische problemen onder de
aandacht. De geciteerde bedrijfsgegevens waren
afkomstig van technische verantwoordelijken uit
de chemische en petrochemische industrie (zie
tabel 1). Daarmee snijdt deze inrichter van opleidingen een acuut probleem aan. Want het zal elke
pompgebruiker duidelijk zijn dat een lekkende en/
of ondichte pomp nog steeds de Achillespees van
de machine is, wat trouwens door een rondvraag ter
plaatse nogmaals bevestigd werd. Wat voor velen
misschien wél een verrassing moge wezen, is het
feit dat corrosie op 2 staat en wel met 36% (tov van
41% voor dichtingen). Ook erosie met 21% is een
veel voorkomend probleem. Tenslotte is de interactie
tussen corrosie en erosie (en cavitatie-lokaal) een
niet te onderschatten fenomeen. Dit wil zeggen dat
een materiaal dat mogelijk bestendig is ten opzichte
van elk van beide fenomenen afzonderlijk, dat niet
meer blijkt te zijn bij het gezamenlijk (gelijktijdig)
optreden van beide fenomenen.
Dit maakt het voor de pompgebruiker uitzonderlijk moeilijk. In de literatuur zijn wel bestendigheidslijsten vinden tegen chemische aantasting - en dan
nog meestal tegen enkelvoudige chemische producten zoals H2SO4 HCl, … al dan niet in functie van
concentratie (0-100%) en temperatuur - maar zelden
tegen cocktails van chemische producten, laat staan
tegen erosieve/agressieve producten en haast nooit
tegen de gelijktijdige combinatie van alle hierboven
aangehaalde ingrediënten.
Indien men de top 12 van de meest voorkomende
problemen overloopt, en dit in volgorde van belangrijkheid, hebben ook verstopping, viscositeit, cavitatie en kristallisatie in meer of mindere mate met de
eigenschappen van de vloeistof te maken.
Steeds weerkerende
oorzaken van foutieve
materiaalkeuzes
Ongeveer 50% van alle materiaalschades vinden hun oorsprong in een onvolledige, gebrekkige of foute informatie
over het proces en/of het product. Een
aantal oorzaken van foutieve materiaalkeuzen blijkt bijzonder hardnekkig
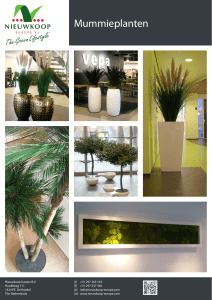
Top 12 van problemen
Lekkage en emissie
41%
Corrosie
36%
Verstopping
28%
Viscositeit
26%
veiligheid en milieu
26%
Cavitatie
23%
Kristallisatie
23%
Erosie
21%
Bacteriologische vervuiling
21%
Explosiviteit
20%
Flowmeting
20%
Giftigheid
18%
Het verpompte product versus het materiaal
De samenstelling van een product is door de pompenleverancier niet te
beïnvloeden. Voor een optimale materiaalkeuze dient u op te geven:
Tussenproduct (vaste fase)
Vloeistof (vloeibare fase)
1. Soort vaste stof
2. Concentratie
3. Hardheid van het partikel
4. Partikelgrootte
5. Soortelijk gewicht partikels
6. Vorm van de partikels
1. Soort Vloeistof
2. Concentratie
3. Redox potentiaal
4. pH-waarde
5. Viscositeit
6. Soortelijk gewicht vloeistof
Welke gegevens moet u verstrekken voor een aanvraag of offerte-aanvraag?
terugkomen. We geven u een hieronder
een kort (maar herkenbaar?) lijstje.
De eindgebruiker onderschat de corrosieve werking van sporen van vloeibare,
vaste of gasverbindingen die in de vloeistof vervat zijn. Daarom vermeldt hij deze
niet in de aanvraag of de bestelling aan
zijn leverancier.
Het sterk verkoopgerichte gesprek met
de procesingenieur beperkte zich tot het
vastleggen van een pomp op basis van
hydraulische gegevens. Het materiaal
zal ‘later’ wel als een ‘bijkomstig detail’
bepaald worden...
De gebruiker vermeldt de gevoelig
lagere ‘gemiddelde’ temperatuur in plaats
van de mogelijke ‘piek’-temperatuur.
Anderzijds zullen de ‘overvoorzichtigen’
op hun beurt temperatuur en concentraties overdrijven, waarbij onvermijdelijk
duurdere en minder geschikte materialen
in beeld komen, terwijl voor de reële toestand een perfect geschikt en goedkoper
materiaal bestaat.
PUMPS & PROCESS MAGAZINE n° 69 - maart 2011 15
ENGINEERINGNET.BE
PUMP TECHNOLOGY
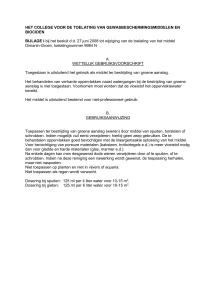
Materiaalafname
trend
Duurtijdtest
Men stelt vast dat materiaal 2 (groen) geen oxydehuid vormt waardoor een continu
materiaalverlies ontstaat (continu trend). Tevens stelt men vast dat materiaal 1 (blauw)
na ongeveer 18 dagen gepassiveerd is waardoor de corrosie tot stilstand is gekomen.
Bij het ‘doorgeven’ en/of ‘foutief vertalen’
kunnen gegevens over samenstelling van het
product foutief geïnterpreteerd worden.
Soorten vloeistoffen
Zoals in de titel van dit artikel aangegeven, is het steeds de vloeistof die de
constructiewijzen en het materiaal van
de pomp bepaalt. In de praktijk kunnen
de verpompte ‘producten’ zich in drie
aggregatietoestanden voordoen.
• Eénfase stroom
De vloeistof kan zich in een homogeen
vloeibare toestand bevinden. We laten hier
trouwens buiten beschouwing of de vloeistof
onder invloed van (ondermeer) temperatuur
of stromingssnelheid van viscositeit kan
wijzigen. In dit geval spreken we van een
éénfase stroom.
Voorbeeld van een hardnekkige oorzaak van een verkeerde materiaalkeuze: de klant
had hier aangegeven dat de te verpompen vloeistof 1%, 2%, maximaal 3% vaste stof
zou bevatten!!!
16
PUMPS & PROCESS MAGAZINE n° 69 - maart 2011
• Tweefase stroom
Dikwijls zal men geen homogene vloeistof
dienen te verpompen, maar een met vaste stof
beladen vloeistof. Het spreekt vanzelf dat de
vaste stof een ander gedrag zal vertonen ten
opzicht van de pomp en het materiaal als de
draagvloeistof (ander soortelijk gewicht, stomingspatroon, hardheid van de deeltjes, enz)
Een andere mogelijkheid bestaat in de
aanwezigheid van gas in de vloeistof. Deze
aanwezigheid kan permanent zijn of enkel
plaatselijk (bijv. door cavitatie). Ook hier is
het duidelijk dat de fysische eigenschappen en
stromingsgedrag van de verschillende componenten wezenlijk verschillend van elkaar zijn.
Het is dus evident dat hiermee niet enkel
voor de pompen maar voor de hele leidingsconfiguratie rekening moet gehouden worden.
• Driefase stroom
Uit het vorige blijkt uiteraard de derde mogelijkheid, nl. dat de te verpompen ‘vloeistof’
(al dan niet lokaal) producten in de drie
aggregatietoestanden kan behelzen, zijnde in
vloeibare, vaste of gasfase.
Corrosie: oxydehuid
beschermt de pomp
De vakliteratuur stelt dat corrosie kan gedefinieerd worden ‘als een ongewenste aantasting
van het materiaal door een elektrochemisch
gebeuren, hetwelke ontstaat tussen de verschillende materialen van de pomp en de
verpompte vloeistof’. Uiteraard moet door de
(juiste) keuze van materialen en constructie
van de pomp deze aantasting vermeden of in
de mate van het mogelijke (en het economisch
haalbare) beperkt worden.
Zo kan de corrosiebestendigheid van staal
bijvoorbeeld verkregen worden door een
zeker percentage chroom of silicium toe te
voegen. Deze vormen aan het materiaaloppervlak een bestendige oxydehuid. Deze huid
wordt bij eventuele beschadiging continu
hersteld. Men spreekt dan van een passivering van het staal. In de meeste gevallen
zal deze oxydehuid het metaal beschermen
tegen verdere aantasting. Anderzijds kan het
voorbijstromend product (afhankelijk van zijn
doorstroomsnelheid, al dan niet met abrasieve
vaste deeltjes) de oxydehuid voortdurend (wel
of niet plaatselijk) wegnemen. Men spreekt in
dit geval van erosie-corrosie.
Niet elk (roestvrij) materiaal zal in elk
vloeistofmilieu en rekening houdend met
de stromingstoestanden, in staat zijn deze
ENGINEERINGNET.BE
PUMP TECHNOLOGY
Bron: Friatec-Rheinhütte Publicatie
oxydehuid te vormen. Bij twijfel kunnen
in het labo voorafgaande testen uitgevoerd
worden. Er zal dan een configuratie opgesteld
worden, waarbij de verschillende stalen in het
vloeistofmilieu worden aangebracht en bij de
heersende stromingstoestanden onderzocht
worden. Deze testen duren gemiddeld tussen
8 en 32 dagen.
Lokale corrosie
In het geval van pompen is vooral de ‘lokale
corrosie’ zeer nefast: deze zeer plaatselijke
verschijnselen zijn steeds onvoorspelbaar,
onverwacht en vaak zeer snel voortschrijdend.
Ze zullen uw pomp onherroepelijk beschadigen! Onder lokale corrosie (al naargelang de
interpretatie) rangschikken wij de veel voorkomende begrippen als pitting, putcorrosie,
interkristallijne corrosie, trekspanningcorrosie, spleetcorrosie, galvanische corrosie en
ten slotte als mechanische aantasting door
cavitatie en abrasie met corrosie als gevolg.
Een goed voorbeeld is ‘spleetcorrosie’.
Deze vorm van aantasting kan in bepaalde
gevallen terug te voeren zijn tot constructieen/of montagefouten. Een goed voorbeeld
zijn met de vloeistof in contact zijnde spleten
(onafgedicht) gevormd door materialen met
passivatielaag. Heeft de spleet een kritische
breedte (in functie van het product) dan kan
onmogelijk zuurstof, nodig voor het vormen
van de passivatielaag, aangevoerd worden. De
oppervlakte wordt actief en er treedt een zeer
sterke corrosie op.
Andere bijkomende oorzaken van spleetcorrosie zijn slechte lasverbindingen en
verkeerde montage van de dichtingen. Elke
lasnaad die slecht uitgevoerd is en die in
aanraking komt met een agressief product,
impliceert een risico op aantasting. Een te
hoog koolstofgehalte of ontbrekende stabilisatie-elementen wijzigen het kristalrooster,
zodat bij Cr-Ni staal een selectieve aantasting
gebeurt van de kristalranden.
Door de vele, totaal verschillende staalsoorten - die weinig uiterlijke verschillen
vertonen - is het inbouwen van onderdelen
uit een verkeerd materiaal in de praktijk geen
uitzondering. Het minder edel onderdeel
kan dan in sterk geleidende vloeistoffen snel
gecorrodeerd raken.
Andere vormen van lokale corrosie ontstaan
door inhomogene situaties waardoor potentiaal verschillen ontstaan waarbij het onedel
metaal zal oplossen. <<
Evaluatietabel voor de keuze van een gepast constructiemateriaal.
In nr 1 is duidelijk het materiaal 1.4136S de beste keuze tov 1.4408 (AISI 316L) vermits
voor 25% meerprijs men een 10-voudige standtijd bekomt.
In Nr 5 anderzijds is het materiaal R.30.20 de betere keuze gezien men 50% meer betaalt
tov 1.4408 voor een 9-voudige standtijd. Anderzijds is theoretisch “zuiver” Nikkel de
beste keuze maar met een negatieve prijs/standtijd-verhouding, wat het materiaal economisch uitsluit. <<
250
200
vK [g/(m²Tg)]
°C
150
100
50
10
20
30
40
50
60
70
80
90
100%
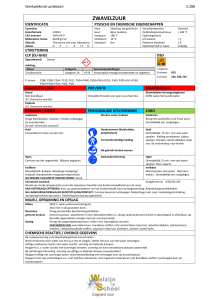
Toepassingsbereik van pompmaterialen (vK g/(m²Tg)
: 1.4500
Agens: zuiver H2SO4
: R30 20
: Hast. B
Pompmaterialen voor zuiver H2SO4.
In een volgend artikel van deze reeks...
zullen erosie (abrasie) en andere destructieve invloeden behandeld worden. Als
slot bekijken we nadien hoe de juiste materialen en pompen (constructie - loopwieltechniek - dichtingen) te selecteren/kiezen om een optimaal functioneren
van de pomp te verkrijgen en een maximale levensduur te waarborgen. <<
PUMPS & PROCESS MAGAZINE n° 69 - maart 2011 17