Ruwheid en functie
Struik, K.G.
Gepubliceerd: 01/01/1992
Document Version
Uitgevers PDF, ook bekend als Version of Record
Please check the document version of this publication:
• A submitted manuscript is the author's version of the article upon submission and before peer-review. There can be important differences
between the submitted version and the official published version of record. People interested in the research are advised to contact the
author for the final version of the publication, or visit the DOI to the publisher's website.
• The final author version and the galley proof are versions of the publication after peer review.
• The final published version features the final layout of the paper including the volume, issue and page numbers.
Link to publication
Citation for published version (APA):
Struik, K. G. (1992). Ruwheid en functie: (on)mogelijkheden van de ruwheidsmeting. (TH Eindhoven. Afd.
Werktuigbouwkunde, Vakgroep Produktietechnologie : WPB; Vol. WPA1299). Eindhoven: Technische
Universiteit Eindhoven.
General rights
Copyright and moral rights for the publications made accessible in the public portal are retained by the authors and/or other copyright owners
and it is a condition of accessing publications that users recognise and abide by the legal requirements associated with these rights.
• Users may download and print one copy of any publication from the public portal for the purpose of private study or research.
• You may not further distribute the material or use it for any profit-making activity or commercial gain
• You may freely distribute the URL identifying the publication in the public portal ?
Take down policy
If you believe that this document breaches copyright please contact us providing details, and we will remove access to the work immediately
and investigate your claim.
Download date: 18. Jul. 2017
Ruwheid en Functie
(on)mogelijkheden van de ruwheidsmeting
Rapport WPA 1299
Ing K.G.Struik
Technische Universiteit
Eindhoven
2-april 1992
Ruwheid en functie (onlmogelijkheden van ruwheidsmeting
lng K.G.Struik
- - - - - - - - - - - - - 1 1 \ e m a d a g Geometrische meeuechniek·--------
1
......
Ruwbeid en Functie ((On)mogelijkheden van ruwheidsmeting)
1 Inleiding
De functie van een oppervlak wordt oa. bepaald door chemische eigenschappen (denk
aan reacties die tussen verschillende materialen kunnen optreden), physische
eigenschappen (hardheid, elasticiteit) en geometrische eigenschappen. De functie van
een oppervlak wordt vaak in grote mate door de ruwheid bepaald. Denk hierbij aan
visuele eigenschappen of, beïnvloeding van de functie door slijtage van bv een video
video kop of autozuiger.
Ten aanzien van de functie wordt een ~ gesteld, de vraag is dan hoe realiseer je deze
in de fabricage en tenslotte hoe controleer je ze.
In deze bijdrage wordt alleen ingegaan op de geometrische afwijkingen, in het
bijzonder ruwheid. Om een indruk te krijgen van de verschillende eisen ten aanzien van
de functie voor de diverse toepassingen, wordt er hier in het navolgende kort op
ingegaan. De vraag ten aanzien van de fabricage van deze eis wordt hier niet
besproken, maar wel zal uitgebreid worden ingegaan op de problemen en moeilijkheden
die optreden bij meting van deze eisen. Ook zal een kort overzicht worden gegeven van
de mogelijkheden van drie-dimensionale ruwheidsmeting. Tenslotte zal een meting
beschreven worden voor het meten van mechanisch niet bereikbare oppervlakken.
2 Eis ten aanzien van de functie
Al in 1977 is door het VDI een richtlijn opgesteld naar de invloed van de ruwheid bij
materiaal verwijderende processen ten aanzien van oa.:
Pasbaarbeid van pasvlakken
Stromingsvlakken
Gesmeerde glijvlakken
Vlakken die zwaar worden belast
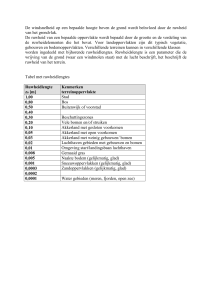
Ten aanzien van de geometrische eisen onderscheiden we aan een produkt oa. de:
Maat
Vorm
Verhouding van de afstand van de· vormafwijkingen tot de hoogte, :
meestal
Golving
>
1000:1 zie figuur 1
Regelmatige of onregelmatige afwijkingen waarvan de golflengte Aw
veel groter is dan golfhoogte Wt. De verhouding bedraagt hier
il
1000:1
tot 100:1.
Ruwheid en functie (on)mogelijkheden van ruwheidsmeting
Ing K.O.Struik
- - - - - - - - - - - - · 1 1 1 e m a d a g Geometrische meettechniek-------
2
Ruwheid
Regelmatige of onregelmatige afwijkingen waarvan de golflengte Ar
een relatief gering aanatal maal de de hoogte Rz bedraagt. De
verhouding bedraagt hier;; 100:1 tot 5:1. Deze afwijkingen ontstaan
door de afdruk van het vormgevend middel.
Microstruktuur
Afwijkingen in de orde van atoom afstanden.
In deze VDI richtlijn worden alleen parameters gegeven en wel van de vertikale
verdeling van de afwijkingen. In het verleden was het slechts mogelijk om met analoge
technieken ruwheidsparameters te bepalen. Parameters die betrekking hebben op de
openheid van het profiel zoals hellingen en hybride parameters (een combinatie van
horizontale en vertikale parameters) zijn slechts met digitale rekentechnieken te
bepalen.
De invloed van het oppervlak op de functie is velerlei zodat daarvoor nog geen
kwantitatieve richtlijnen worden gegeven. Dus wordt alleen een kwalitatieve
beschrijving als hulp voor nauwkeurigere of verdere studie gegeven. In die gevallen
waar geen bijzondere eisen gelden voor de ruwheid worden alleen waarden voor Rz
gegeven. Maar voor bijzondere eisen zoals voor hoge belasting, gelijkmatige of zeer
lage wrijving, hoge levensduur of geruis arm is het vaak niet voldoende om alleen Rz
waarden aan te geven maar is het ook noodzakelijk om andere ruwheidswaarden te
gebruiken.
Pasvlakken
Mbv het principe van Taylor wordt bereikt dat maat en vorm steeds
zodanig zijn begrensd dat paring mogelijk is. De ruwheid mag niet zodanig zijn dat
hij de tolerantie kwaliteit beinvloed, maar om ekonomische reden mag hieraan geen
overdreven hoge eis gesteld worden. In de industrie wordt over het algemeen de
halve maattolerantie aangehouden. Aanbeveling Rz = 1/2 T volgens VDI-3219.
Stromingsylakken
De stroming aan de wand is laminair. Indien Rz < dikte van
de laminaire stroming, dan treden geen wrijvingsverliezen op, de wand is dan
hydraulisch glad.
Gesmeerde
~liiylakken
Vorm afwijkingen en ruwheid zijn de oorzaak voor een
verslechteren, van de smeerfilm. Slijtage of het gevaar van invreten begint al als de
smeerfilmhoogte
ho kleiner wordt dan de som van Rz en de golfhoogte Wt
Dynamisch belaste vlakken Breuk onstaat altijd hij een kras, dus moeten krassen
die wezenlijk dieper zijn dan de omgeving worden vermeden, Rrnax/R.z < 1,3
Er wordt zoals u ziet alleen iets gezegd over de parameter Rz. Zie figuur 2.
In Nederland wordt enkel van de parameter Ra gebruik gemaakt om de functie van een
oppervlak te waarborgen. Zie figuur 3.
Ruwheid en functie (on)mogelijkheden van ruwheidsmeting
Ing K.G.Struik
- - - - - - - - - - - - · 1 1 1 e m a d a g Geometrische meettechniek-------
3
Het zal duidelijk zijn dat de belangrijkste eis van de ontwerper is, dat de
ruwheidsparameter van het oppervlak een relatie heeft met de verlangde functie. Het
ideaal van de oppervlakte ruwheidsmeting is om direkt die grootheid te meten, of in
combinatie met de grootheid van het bijbehorende oppervlak of tussen stof, die direkt
de geschiktheid van een oppervlak voor een bepaald doel aangeeft. Helaas definieren
en meten we oppervlakte ruwheid in het algemeen puur geometrisch. ledere poging om
een oppervlakte structuur functioneel te meten leidt tot evenveel definities als er
functies zijn. Dit is wellicht de verklaring voor het grote aantal ruwheidsparameters dat
voorhanden is. Van veel oppervlakken kan de functie alleen gewaarborgd worden als
gebruik gemaakt wordt van twee of meer parameters.
Dat andere parameters in veel gevallen, het functionele gedrag van het oppervlak
beschrijven blijkt uit een onderzoek ten aan zien van het omvormen en dieptrekken van
plaatmateriaaL Wrijving en smering spelen hierbij een grote betekenis, doordat zij de
mogelijkheden vaan de vervorming mede bepalen. De oppervlakte van plaat voor
dieptrek toepassing heeft in wezen twee functies, ten eerste dient ze als smeerstof
reservoir, dat bij het dieptrekken de nodige smeerstof in het omvormgebied
transporteert. Aan de andere kant moet zij de mogelijkheid hebben, de smeerstof tijdens
het omvormen vast te houden om de opbouw van hydrodynamische drukgebieden te
vergemakkelijken. Door een juiste oppervlakte structuur aan te brengen is het mogelijk
de wrijvingscoefficient tot ongeveer 0,02 te verlagen. Ruwheidsparameters die dit
functionele gedrag van deze oppervlakken goed beschrijven zijn de van de
Abbot-kromme afgeleide parameters Rk, Rpk en Rvk [Beschreven· in DIN 4776].
Zoals hierboven al is aangegeven zullen meestal meerdere parameters noodzakelijk
zijn, zeker parameters die iets zeggen over de openheid van het profiel, om de functie
van een oppervlak door geometrische metingen te waarborgen.
Er is al zeer veel gepubliceerd over ruwheid en functie, dus er is ook veel kennis
aanwezig. Om deze kennis toegankelijk te maken worden kennis systemen opgezet, die
het mogelijk maken om snel de juiste parameters te bepalen die nodig zijn om de
functie te waarborgen. (University of North Carolina at Charlotte).
Enkele voorbeelden van de uitvoer en mogelijkheden van zo'n kennis systeem wordèn
in figuur 4 en 5 gegeven.
Ruwheid en functie (on)mogelijkheden van ruwheidsmeting
Ing K.G.Struik
- - - - - - - - - - - - T h e m a d a g Geometrische meettechniek:- - _ ; . . . - - - -
4
Hoe worden de verschillende ruwheidsparameters bepaald, hoe zinvol is dit en wat zijn
de problemen die hierbij optreden? Deze en andere problemen worden hierna
behandeld.
3 Meten yan de ruwheid
Om een ruwheicts parameter te bepalen wordt eerst de oppervlakte structuur gemeten.
Dit kan al op zeer veel manieren, denk hierbij aan de mogelijke taster principes zoals
mechanisch, optische-interferentie of volgens de scanning probes principes. Hierbij is
het mogelijk om verschillende referentie systemen te hanteren, zoals, absolute
referentie en glijschoen bij de mechanische taster metingen. Zie figuur 6. De invloed
van het meetinstrument op de metingen is hierbij erg groot, dit blijkt uit de transfer
functie van een meetinstrument. Dit is de functie die aangeeft hoe de verschillende
golflengten waaruit een ruwheidsprofiel is opgebouwd (figuur 7) door het instrument
worden weergegeven.
De ideale transfer functie, dit is de mogelijkheid om alle frequenties met willekeurige
amplitude te meten, bestaat niet. Het meten van de hoge frequenties wordt beperkt door
de vorm en de afmetingen van de sensor, terwijl het meten van de lage frequenties
afhangt van de meetlengte. Figuur 8 geeft een beeld van de taster radius tesamen met
een deel van het oppervlak. Duidelijk is hierin te zien dat de radius van de taster (r1=
JJffi) invloed op de meting zal hebben. Figuur 9 geeft een beeld van het oppervlak zoals
dit door een SEM(Scanning Elctron Microscope) wordt weergegeven, hierin is tevens
de afmeting van de electronen straal in de juiste verhouding weergegeven. De afmeting
van de electronen straal bedraagt ongeveer 5 run. De aftastweg is bij ruwheidsmering
voldoende en bedraagt meestal vele tientallen milimeters.
Bij een gegeven kromtestraal r1 van de mechanische opnemer is een bepaalde
golflengte amplitude combinatie nog te meten.
De minima}~ golflengte van een sinus met een amplitude A die met een taster met
radius r 1 nog te meten is, wordt bepaald door de minimale kromtestraal van deze sinus.
3
Deze is te berekenen volgens R=
(1 +y' 2) 2
y"
•
Deze minimale kromtestraal moet groter
zijn dan de taster radius r1• Hiervan uitgaande kan men bewijzen dat voor een sinus ·
signaal moet gelden dat À.mJ1 =
Ämn =14 J.lm en voor A= 0.1
2x.rA.-:r;. Voor r =5 ~Jm en A=1 J.lm volgt dat
~Jm
1
volgt Àmn =4,4 ~Jm. Kleinere golflengten zijn bij deze
amplitude niet te meten. Figuur 10 geeft een indruk van de afwijkingen die kunnen
ontstaan voor een taster met radius r1=5 IJm als functie van de golflengte. We zien
Ruwheid en functie (on)mogelijkheden van ruwheidsmering
Ing K .O.Struik
- - - - - - - - - - - - - - T i l e m a d a g Geometrische meettechniek:-------
5
hierin dat voor À=5 tJm en A= 1 tJm slechts 35% van het signaal wordt gemeten.
Ook onstaat een afwijking in de meting doordat de taster niet in een scherpe groef kan
meten ten gevolge van de afrondingsstraal.De afwijking die hierbij optreed is te
1
berekenen volgens f=( sin a/ 2 - 1). 100%. Voor r1=5 J.lm en a=140o geeft dit een
afwijking van 6,5%.
Vooral bij het meten van oppervlakken van optische kwaliteit (de afwijkingen in de
oppervlakte structuur zijn in de grootte orde van de lichtgolflengte), kunnen zeer grote
verschillen optreden indien met diverse sensors het oppervlak wordt gemeten. Tussen
optische aftasting (zie paragraaf 6) en mechanische aftasting hebben wij ooit
verschillen gemeten in de Rt waaarde van meer dan honderd procent.
Uit het bovenstaande blijkt overduidelijk dat het zeer belangrijk is dat de methode en
de gebruikte afmetingen van de sensor van grote invloed zijn op het gemeten
ruwheidssignaal. Figuren IJlten 13c.
Een andere foutenbron die bij de meting op kan treden is de invloed van de altijd
aanwezige trillingen op de meting. De stabiliteit van de meetopstelling in samenhang
met de omvang van de meet opstelling is belangrijk, want dit bepaalt in grote mate de
gevoeligheid voor deze trillingen. Zie figuur 11 tm 12. Uit een onderzoek binnen de
EG blijkt dat bij de mechanische taster metingen van een optisch vlakdeRzwaarden
variëren van 5-70 run. Het is dus noodzakelijk om bij ruwheidsmetingen van relatief
gladde oppervlakken (Ra
<
0,1 JJm) gebruik te maken van een trillingsgeisoleerde tafel.
Na de meting zal in bijna alle gevallen de ruwheid van de vormafwijking, en vaak ook
de golving moeten worden gescheiden.
4 Scheiden van ruwheid en golving
De ruwheid is met behulp van een electrisch filter van de vorm- en golfafwijkingen te
scheiden. Volgens de internationale en nationale normen moet dit mbv een dubbel
RC-filter, ook de keuze van de basisgolflengte is in normen vastgelegd. De basis
golflengte Àb (in het engels: cut-off golflengte Àco> is die golflengte welke door het
filter voor 75% wordt doorgelaten. De aftastlengte moet zodanig zijn dat deze
representatief is voor de bepaling van de oppervla.kte struktuur. De aftastlengte is
meestal 6* Àb en de lengte waarover de ruwheidsparameters worden berekend is 5* Àb.
Ook de keuze van Àb is in normen vastgelegd. Vaak wordt aangenomen dat het
gemeten profiel dan een goede benadering is van het werkelijke profiel. Uit een
internationale "round robin" test waarbij de statistische parameters van plaatmateriaal
Ruwheid en functie (on)mogelijkheden van ruwheidsmeting
lng K.O.Struik
- - - - - - - - - - - - n l e m a d a g Geometrische meettechniek:- - - - - - -
6
worden gemeten blijkt dat bij èènzelfde meetlengte door de verschillende
meetinstituten significante verschillen uit de meetresultaten werden berekend. Uit een
ander internationale "round robin" test blijken deze verschillen niet op te treden als de
basisgolflengte
Äb
en daarmee de meetlengte 3 keer zo lang werd genomen.
Door filtering mbv een 2-RC filter ontstaat de zogenaamde profiel vervalsing zie figuur
13a. Het gefilterde weergegeven profiel stemt nu niet overeen met het werkelijke
profiel op het oppervlak. Dit betekent ondenneer dat hellingen, krommingen en andere
parameters die van dit gefilterde profiel worden afgeleid niet in het werkelijk bestaande
profiel aanwezig zijn. Dit wordt veroorzaakt door het filter, door dit filter worden
namelijk de verschillende frequenties die in het profiel aanwezig zijn in fase
verschoven, waardoor deze profiel vervalsing optreedt. Door de numerieke verwerking
van het gemeten profiel is het tegenwoordig mogelijk om ruwheid en golving mbv
numerieke filters te scheiden, die geen profiel vervalsing geven.
Opmerking. Bij gebruik van het 2-RC filter is de invloed van deze fase verschuiving
op de ruwheidsparameters R3 , Rz, en Rrmx in het algemeen verwaarloosbaar klein,
als de juiste basisgolflengte wordt gebruikt. Voor de meting en berekening van
andere ruwheidsparameters en voor de meting van golvingen heeft de profiel
verschuiving echter grote invloed. Ook de opgetekende profielen die zijn gefilterd
wijken soms zeer veel af van het werkelijke profiel. Figuur 13a.
Een nieuw filter dat in DIN 4777 is vastgelegd en hoogtwaarschijnlijk door ISO zal
worden over genomen is het zogenaamde fase gecorrigeerde Gauss filter. Zie figuur 14.
De gewichtsfunctie van dit filter voldoet aan de volgende vergelijking,
1
) a.Xc .e
s (x=
met Äc
a
-1!(
x )2
a.Xc
= Cut-off lengte
= .J ln2
1!
:
Dit is de vorm van de kromme van Gauss, vandaar de benaming. Deze gewichtsfunctie
is zodanig gekozen dat berekende Ra waarde nagenoeg gelijk is als bij filtering door
een 2RC filter. De doorlatingskarakteristiek voor sinusvormigge signalen is in figuur 15 ·
weergegeven, hierbij valt op dat voor Ä=Äc de doorlating 50% is. Uit metingen van
PTB ruwheidsstandaarden blijkt dat bij filtering met het Gauss filter de ruwheidswaarde
ongeveer 5% lager is. In figuur 13b is de middenlijn ingetekend zoals deze door dit
filter wordt berekend.
Het vastleggen van filters in normen en de toepassing hiervan is alleen zinvol voor
onderlinge vergelijking, maar is voor onderzoek naar ruwheid en functie van minder
Ruwheid en functie (on)mogelijkheden van ruwheidsmeting
Ing K.O.Struik
- - - - - - - - - - - - T I 1 e m a d a g Geometrische meettechniek-------
7
betekenis.
De beste methode van filteren komt er op neer dat men eerst in overweging neemt,
welke golflengten belangrijk zijn voor het physische probleem dat men wil
onderzoeken. Hierna kiest men de juiste meetparameters zoals: meetlengte, sample
afstand en opnemer afmetingen. Deze drie eigenschappen, waar we niet omheen
kunnen, leiden tot filtering van het signaal en dus tot verlies van informatie. Meet nu
het profiel aan de hand van bovenstaande drie eigenschappen, maak een registratie van
het engefilterde profiel en bepaal nu wat de beste wijze van filtering is. Dit noemt men
"functionele filtering". Het filteren vindt nu niet bij toeval plaats, maar vindt plaats op
grond van van juiste overwegingen om de goede informatie te betrekken in relatie tot
de functie. Bij het onderzoek naar ruwheid en functie is men voor wat de filtering
betreft niet gebonden aan de normen, maar kan men die wijze van filteren kiezen die
men optimaal acht. Zo hebben wij een derde orde polynoom filtering toegepast voor het
scheiden van ruwheid en golving bij kunststof afdichtingen.
Als een oppervlak isotroop is, dan is het meten van het profiel over een lijn meestal
wel voldoende, ook als het isotroop is in maar èèn richting. Maar wat als ze dat niet
zijn? Men dient er rekening mee te houden dat de pieken die in het profiel van een
twee dimensionale meting aanwezig zijn niet in het drie dimensionale profiel
voorkomen. Het is waarschijnlijker dat de piek in het profiel overeen komt met een
punt op de helling van een uitsteeksel. De verdeling van de pieken van een twee
dimensionale line scan kunnen significant verschillen van een drie dimensionale
oppervlakte meting.
5 Drie-dimensionale ruwheid
Drie-D visualisatie van een oppervlak geeft veel meer inzicht in de oppervlakte
structuur dan een 2-D meting. Voor het mechanisch meten van drie dimensionale
ruwheid is tot voor kort in de diverse laboratoria eigen apparatuur ontwikkeld.
Vertikale meetgebieden van 0,5 tot 2 mm (12 bit ND omzetting), en horizontale
meetgebieden van x=100 mm en y van 10 tot 100 mm. komen voor. Sampling
resolutie horizontaal van 1x1 tot SxS J.tm, sampling matrices van 110X100 tot
1027X128, dus er is weinig eenheid zoals u ziet. Qok optische metingen worden steeds
vaker toegepast, zoals met de interlemmeters van WYKO en ZYGO, deze meten snèl
in een relatief klein gebied (lmm2) aan oppervlakken met optische kwaliteiten.
Scanning probes zijn de nauwkeurigste oppervlakte meetinstrumenten die momenteel
beschikbaar zijn, deze worden gebruikt voor metingen op atomaire schaal, met een
meetgebied van maximaal10x10 J.tm2.
Ruwheid en functie (on)mogelijkheden van ruwheidsmeting
Ing K.O.Struik
------------~Themadag Geometrische meettechniek:-------
8
Ook hier moeten filters toegepast worden voor het scheiden van ruwheid en golving oa:
2-D digitaal, Het voorgestelde Gauss filter voor 1-D is ook hier zeer geschikt,
verschillende cut-off lengten zijn mogelijk, maar ook hoog doorlaat in èèn en
laagdoorlaat in de andere richting is mogelijk. Deze laatste eigenschap is
bruikbaar bij functionele filtering voor elastohydrodynamische smering waar,
onder bepaalde voorwaarden, in de bewegingsrichting lange golflengte en
loodrecht daarop korte golflengten voorkomen.
Parabolic curve fitting
Theoretisch mathematisch model fit
Parallel 1-d filtering
Digitale filter technieken welke gebruikt worden bij de analyse van 3-D profielen
worden verder ontwikkeld.
6 Contact oppecrlak
Er zijn verschillende theoretische modellen ontwikkeld die het contact tussen ruwe
oppervlakken voorspellen, zij verschillen echter in het algemeen zowel in de aanname
van het mechanisch gedrag van de toppen als wel in de beschrijving van het
ruwheidsprofiel. Bij het bepalen van contact oppervlak gaan onderzoekers er vaak van
uit dat de oorspronkelijke ruwheid random over het oppervlak is verdeeld, waarna het
werkelijke contact oppervlak door berekeningen wordt bepaald. Het is daarbij essentieel
voor de berekeningen om een juiste keuze te maken ten aanzien van de deformaties, nl
elastisch of plastisch.
Tot nu toe geeft de experimentele verificatie problemen, waarbij over of onderschatting
van het werkelijke contact oppervlak plaats vindt.
We geven hierna de methode die wij hebben gekozen,om het werkelijk
contactoppervlak te meten.
Benodiedheden
Ten eerste moeten we ons bewust zijn van de altijd aanwezige filtering in de metingen. .
Dit is belangrijk omdat voorspellingen in de ruwheidsdeformatie en/of het werkelijke
contact oppervlak niet allen gebaseerd worden op
he~
theoretische model , maar ook op
een meting van het niet gedeformeerde ruwheicis patroon.
Het filterend effect van een optische taster, met een brekings begrensde spot, zal anders
zijn dan de filterende werking van een mechanische opnemer, met een spherische tip,
Ruwheid en functie (on)mogelijkheden van ruwheidsmeting
lng K.O.Struik
- - - - - - - - - - - - - - T i l e m a d a g Geometrische meettechniek-------
9
ook als zij nagenoeg gelijke afmetingen hebben. Dus gebruik voor beide metingen
dezelfde methode.
Ten tweede, veel modellen gaan er van uit dat de belasting op een top, geen invloed
heeft op omliggende toppen, dus de belasting op een top heeft slechts op deze ene top
betrekking en heeft geen invloed op de omgeving. Het is dus belangrijk om deze
aanname te verifiëren. We meten dus het hele gedeformeerde gebied inplaats van alleen
het werkelijke contact oppervlak.
De methode
De methode die aan bovenstaande eisen voldoet is de optische profielometer. Hiermee
is het mogelijk de vervormde ruwheids structuur te meten door een stijf lichaam (glas)
in contact te brengen met een minder stijf lichaam (elastomeer).
Optische profielmeting berust in principe op de detectie van de positie van het te meten
oppervlak relatief tot het focus van een lens ("focus error detection"). Zoals in de
figuur 16 is te zien wordt het licht van een diode laser op het oppervlak gefocusseerd.
De gereflecteerde focus spot wordt via een beamsplitter en wiggen op twee paar
fotodioden afgebeeld (AlBl en A2B2) . Als het oppervlak in focus is, ontvangen alle
vier de fotodioden evenveel licht. Als echter het oppervlak boven of onder het
brandpunt ligt, ontvangen de buitenste fotodioden (Bl en B2) meer respectievelijk
minder licht dan de binnenste dioden (Al en A2). Dit verschil geeft het zogenaamde
Focus Error Signal (FES):
FES_ (Al-BI)
+ (A2-B2)
- (Äl+Bl) + (A2+BF
Dit focus fout signaal is in de figuur i 7 weergegeven als een functie van de positie van
de focus spot ten opzichte van het oppervlak. Met behulp van een servo controller
wordt de lens zodanig boven het oppervlak gepositioneerd dat het FES-signaal nul is,
dus de lens is gefocusseerd op het oppervlak. Als een ruw oppervlak dwars onder de
lens wordt door bewogen geeft de meting van de positie van de lens het verlangde
ruwheids profiel.
De horizontale resolutie van het systeem wordt bepaald door de afmetingen van de
buigingsbegrensde spot diameter, welke ongeveer 1 ~Jm is, terwijl de vertikale resolutie ·
ongeveer 0,01
~Jm
is.
Meting van de gedeformeerde ruwheid van een statisch belaste oppervlak is mogelijk
door gebruik te maken van een stukje glas zie figuur 18. Dit glas wordt tegen het
oppervlak gedrukt en maakt het mogelijk dat het vervormde oppervlak wordt gemeten.
Het stuk glas kan de metingen beïnvloeden, wat hierna nader wordt beschreven.
Ruwheid en functie (on)mogelijkheden van ruwheidsmeting.
Ing K.G.Struik
-----------~TI1cmadag Geometrische meeuechniek-------
10
De invloed van het
~las
Het glas kan de meting zowel door breking en reflectie beïnvloeden. De breking heeft
invloed op de focus spot door spherische abberatie, terwijl de reflectie op het glas
oppervlak een bijdrage heeft op het focus fout signaal.
BrekiDi
De lichtbreking op het glas oppervlak veroorzaakt spherische afwijkingen, met als
resultaat dat het licht over een groter oppervlak wordt uitgespreid, zodat de focus spot
niet goed gedefinieerd en scherp is. Hierdoor wordt de horizontale resolutie kleiner,
maar heeft ook een grote invloed op de goede werking van het systeem.
Bovenstaande geldt ook voor een compact disc sensor, (waarvan onze opnemer is
afgeleid) die de schijf aftast door een 1,2 mm dikke beschermende laag. Dit zou ook tot
een te grote spherische afwijking leiden, zodat hiervoor een speciale lens is ontworpen
[Bouwhuis en Braat]. Wij kunnen deze lens gebruiken, samen met een stukje glas van
1,2 mm dikte en een brekingsindex van 1,5, waarna het elastomeer oppervlak wordt
belast.
Reflectie
De reflectie op het glas oppervlak kan fouten introduceren, door de reflectie bijdrage
van dit oppervlak in het FFS. De reflectie aan de bovenkant van het glas oppervlak
blijkt verwaarloosbaar te zijn, wat kan worden verklaard door de relatief grote afstand
tusse dit vlak en de focus spot. De invloed van de reflectie van het andere oppervlak is
juist van grote invloed. Het is dan ook noodzakelijk om deze reflectie te elimineren.
Dit kan met behulp van een vloeistof (waarvan de brekingsindex gelijk is aan die van
glas) tussen het glas en het elastomeer.
De metinien
De oppervlakte ruwheid van het onder statische belasting staande polyurethane
oppervlak wordt nu uitgevoerd. Er worden zowel 2 en 3 dimensionale metingen
gedaan. Om de mogelijkheden van de meetmethode aan te geven worden hierna enkele
resultaten gegeven. Conclusies ten aanzien van de ruwheid deformaties zelf worden niet
afgeleid, daar dit nog meer onderzoek vereist.
Driedimensionale meting
Er is een driedimensionale meting uitgevoerd, die de afplatting van de ruwheids toppen
aantoont. Figuur 19 geeft een plaatje van het ongedeformeerde profiel en figuur 20
geeft de deformatie onder statische belasting van 36 N. Software ter verkrijging van
kwantitatieve informatie is nog in ontwikkeling.
Ruwheid en functie (on)mogelijkheden van ruwheidsmeting
Ing K.O.Struik
- - - - - - - - - - - - . . : n 1 e m a d a g Geometrische meettechniek·- - - - - - -
11
Tweedimensionale metin&
Voor drie verschillende belastingen worden steeds 5 metingen gedaan, waarna enkele
ruwheidsparameters zijn berekend, om een kwantitatieve informatie ten aanzien van de
vervorming te krijgen. Tabel 1. (Figuur 21)
Opmerkin&en
Figuur 20 toont de werkelijke gebieden van het contact oppervlak. Zij zijn significant
groter dan de hoogte variaties, zelfs met een relatief kleine contact druk (0,06 MPa, dit
is 0,13% van de E-modules). Hieruit blijkt dat de sample afstand van de metingen
voldoende klein is om juiste resultaten te verkrijgen. Voor statische afdichtingen
kunnen mogelijke lekkages worden voorkomen door de nominale minimale belasting te
bepalen die lekken uitsluit.
Ruwheid en functie (on)mogelijkheden van ruwheidsmeting
Ing K.O.Struik
- - - - - - - - - - - - : T h e m a d a g Geometrische meettechniek-------
12
let~~~•••••
o..........ic..._.
1• "'118c...Wtl-.......
..,...,eiQ
. . All . .
Abw1
1.0......,..FonNia•a·ctaune••
*"''
...............
GatadMita·.
~~
A ............. u.I.
leiepiale für dia
Entatahungauraacha
Fehler in dan Führungan dar Watkllug• :
lftaiChina. Durchbiagung dar Malchina odar i
dal Wattaatucllaa. fatscha Ein1pannung Gal •
Wattaatüclla1. Hanava11ug, Var1chla•l
aulannittioa Einapannung. Form· odat laul· 11
abwa•chungan ''"'' F~ur1, Schw•ngungan
darWartaaugmuchtna Odar das WarkJaugal. i
.'
i
3. Oränuftl: Reuheet
• · Ordnuftt: Aauhait
•
. . • •
,
·, i I
,•
.' •
.
•
. •. ..
.
5. Otd"Uftl: Rauhait
Anmarllune: nteht mahr In einfachar Waiaa bildlich
Ciarat allbar
I . Otdftuftt:
AnmarkUftil: necht mahr in ainfachat Wai11 bildlich
dlrilallbar
Rillen
Cliehe DIN ~7&1)
Form dat Warkzaugachnaida. Vorachub
odar Zustalluna dal Werklaugas
A ..fan
Schuppan
Kuppen
(...ha DIN •761)
Vorgano dar Spanbildung CRail1pan. Schar·
span, Aufbaulchna•da). Warllltoffvarfor·
mung berm Strahlen. Kno1panbildung bar
galvani1char Bahandlung
Gafügastruktur ·
Krillllliaateonavorganga, Vatandtrung dar
Obarflacht durch chamrscht Eenwerkung
(1. 8. Baazen), Korros•on1vorganga
Gitteraufbau
des WerkaloHts
0•• dargaatalttan Gtslaltabwa•chungen 1. bil •· Ordnung übertagarn ••eh in dar Regel zu dar lalobarf\~che.
z..,
latlpial:
Ordnungssystem fUr Gestaltabweichungen.(Dlll 4760)
I
Zuordnung zwischen Funktien und gröBt·
zulässigen Werten für
Rz
m
l
Schneidflächen
.1
Elektrisch wirksame
Flächen
!:~~
;
.:.i·dl
.l .l .l
PreB· und ÜbergangspaB·
flächen
:-:~1
ffttllkn
üill
Schrumpfpa8flächen
Stützflächen
I
tlfi~=~~~ ~~:;:)
.
; : '
Schichtgrundflächen
Il:i I I
MeBflächen
:::::: ~::~
MeBflächen (Haftflächenl
an Endmallen aus Stahl
I
I
!l l
!i 1
~f~j
SchliHiächen für metallo·
graphische Untersuchungen
-'
II
;
i
Ii
j: .
-~
l
Dichtflïchen ohne Dicht\J"1l
ll
Oichtflächen mit Dichrung
al bewegt
t~::~~~~
,
I i·
:i::
I I
I ·
bi nicht bewegt
Gleitflächen
SpielpaBflächen
J.~l~
I
t::~
I
I
i
i
I
I
Stof!flächen
i I
Span nu ng!grenzfliichen
II
.li
~.
I
I
I
i
!
t=:
:~i I i
;.;.
I!!
i
iii
~
l
!!''ll11'~:·:-:-:·t:·:-:·t:
' .
l
I i.ltu
lll!ii I! lil
I 111111~11
um
i
!
I
Ii
Bremsflächen
Aollflächen
I :
~~;~:§:;~
:
lill i
I
Stromungsflïchen
Wälzflächen
I
11
li.'
I
i
j .
!
:I
'1
r,O
Rz
.,
10.0
•) Die Werte wurden teilweise als R t-Werte angegeben, die meist
in der Bedeutung von R z aufgefaBt wurden.
Functie en R z
Ing. K. G. Struik
Nr.
2
llio:htliln~n voo11 lmt vcrl~l •. hts$~nol~ lunet ie van 0011 wo!rkltukot>pP.rvlok en tkl liJ
.o!icl R •
n. injlm
tnwhcid
honr.lic mei voorlxwld
0,025
0 .012
w~ini!l
~
v1.lH~n. "!~!nvl~~
.
(JQ
~
~
. c
()
U)
(D
...,
(D
r+
c........
~
:t ;> Vl.ol t.o•oo b !last oncl oun. sta '"'':he wrijlllinn. c;,~•~n IM!WI!·
'1"''1 t.n .v. II!!JI!nvl.ok
c-+
........
~
0.2
0,'1
o,n
1,6
25
6 ,l
3,2
12,!i
'l//.
~
3. 1.3 IJil!tangsvlak voor ticklaag (te lakken!
__
~ ~
=~~~~~~~~~~~:=~~=11==:3~·:·~-4~1J;i~l!l~a~•~•!l~s:vl:a~k~vt:•o~r~tl~c~k~la=~~.I~IR~a~lv~a~r~oi~sr::~.l~l~l=e~l~~~~~lr.~.k~k~e~n~l==~l~==~r===~===1~~~~~~~~~~~~~~~~~~~~===1:==== l = c -
~
.Q
0, 1
ni-~~~-l:J!-·3.:1.21~.1~A~a~o~ll;il:~
·l~ol~v~la~k~(?.!Ji~c~l~-e~r~o~s:n~oc:c~tl~w=e~r~k~I---------~~=~~=+==L;l;~t~J~~~~~f-·
-~-~-~~-~-~--~-~-~-t~~~*::sss-§~1==
Sicovlak (Al-, CtHIIÏfl, fllaatwerkl
'l"/h
= ' - •"-"-"\;:_
1.1 ,_,,,chanisr::h
ui
hd.ure
1
ui"l .oanwcli!)nl niet VI!II!ÏSI
::J
o.o5
J .l Vlol: k~to loclast "'"' o.m. dv·
n,unischc wtiiving. Met hewc·
!'119 I O.V. ll!!)t!llVI.ok
~
PJ
3.2. 1 <örilflvlak (hantl!)oeep, handwlcll
n---lr----1---lf---+--i--·-~ ··
- ~ :~
_ _ _ _ _ _ _ _ __
3 .2 .2 Cnnt _,c1vlak
. ntoi"!Jvlak (van r.o!ll huis, ooischarnier I
· f~!I Sf >assingsvlak (t:ylioKhisr::h, ke!f!lvurrnig, wi!)VOr·
mig coonfltlll~nlvlakl
· $lo!lvlak (vlakt>laat, stelwig, V-tnisma, aanslagl
· ahlichtin!Jsvl.lk mr.t contact llll afsluiting van gas,
olaonfl, vlt~istol in een onder over- of omltudouk
stamulu winlle (flens, kll!fiZilllngl
3.2.:1 V!!ohindingwlak (las-, sokleer-, lijmvlak I
3.2.4 Stootvlak (ki~I>Sioterl
///.
Z/.
·-
·''
,_
3.3. 1 Glijvlak
· vlak mei thogc wrijving lremtrommcll
- vlilk met sm~ring (glijlagcr, redJigclcitling, trekma·
llijsl
· snijvlak en meskant (versr1anend gereedschap, sd1aar,
potos, Ull!Siagcringl
· IIM!ctvlilk (kalil~rvlak, schroehnaatl
3.:1.2 nolvlak lwcntcllagr.r, wielbanril
3.3.3 Afwikkelvlak met glijden o!n rollen
- liltoolllilnk
///,
wal;o(tflr.IVI.lk
3.1.4 l~talisl!covlak (!Jianswals, lorcecog.,reedschapl
l :t 5 Sllomingsvlak (hintocnwand van IHois, pompwaaier en
------------------------------~------•~d~~u~M!~f~M•~n~v~la~k~I-----------------------------------I~----~--~----~---4~--~----+----J----~----I~------- -------------
o.s
\P!IIIiololl!lolto•!fla•sin!JS9'!hir.rl
2
4
8
10
fiiner
go over"
z
...,
ruwheid
31
115
63
n. in micro-indo lloinl
1111111
!)IN)
liJUil
~
::J
(JQ
~
~
(t)
O_RING SEALS
cN
(t)
roR
<:
SEAL MATERI-'l
Cl 0
("'t-
t-oS
II
t-oS
I
I
I
~
1--t,
~ ()
~
("'t-
1--1•
~
~
MAlERIAl
Of THE
PART IN CONTACT
II
I
I
I
........
~
sw
APPLICATION
EIMRONWENT
I
p_,
c . .........
.,z
I!
I
0
w.
SURrACE nNISH
FOR lttE
SEAL COUNTERrACE
SURrACE FINISH
I
,______l____,
i
PRII.IAAY
-Ra
(t)
I
~
I
I
lOW ABRASIOH
OR
HIGH PRESURE
OR
HIGH TEWP.
OR
HIGH SPEED
OTHERS
I
I
I
I
l
!
I
II
II
I
I
ir_______,
I
HARD CHROWE
PER OOC 3208
I
I
CLASS 2
FOR USE ON
soh
I
I
pm
pm
pm Rq
pm
StWl
MATERIAl.S
HARD CHROWE
PER OOC 3208
CLASS 2E
fOR USE ON
HARDENEO SHAn
MATERIAl.S
I'
I
THIN OENSE
CHROt.tE PLATING
CLASS 2
PER
UIL-C-234220
i
I
I
[______ jt______ r _______
0 0'·0.20
Rq
I IJNrORHATIOH
r---i----1
I
,________________
, I 0.1,-0.40
....___________
0 .03-D. 10
Ra
0 08-0.2D
Ra
L--------------J
~---------------~
OTti[RS
I
-Beorin9 Area
-d/ratia
1
i
I
I
I
I
I
I
CHROWE PLATING
I
I
SECOHDARY
-Rq
I'
.."
r---------lr·--------,
0.10-0.20 ,.m Rq
I
1
0.09-0. 18 ,.m Ra
BEFOAE AND AnER
l!~~~~'=--~~-~~~~~~:-
r-------~-------,
j1 ....00_______________
2' ,.m
.04-0.28
OJ-0
Ra 1
pm Rq~
1
r+
fJ
~~
~
O'Q
(1)
c
N
01(1)
0
.
0"'
1~---J•
UJ
r+-1----'
...,
c
I-J.
ÇlJ
ÇlJ
r+-
~s
I
I
ÇlJ
I
I
I
I
I
I
I
I
I
r+-
(1)
...,
I-J.
ÇlJ
ÇlJ
~~----~
..,.z
01
~
I
I
r ___ j_ ___ , r __ j
I
D.7-l., "" Ro
I I
___ , r __ j_ __ ,
o 14 ,.".
llo
I I 0.78 ",.. Ao I
L~:~.!!!'~~"='J !.?;!'_ ~~'.!':"...J L5.:.'.!!!"'~~":'J
I __ ,
___'f..
r
0.1 "'" llo I
p-o/rnrnJ
I 4.5
L------
I
r.--L11 2 prn Ao,
r.-j_-::1
I
I
_.JI__ ::-1 r--..Y---, r---L--,
r.
11 11m Ra
I
1.0 ,.". llo
I I 1.38 "'" llo I
I
r--i--,
2 4 "'" llo
1 1Nra:,_nclN I
i!o•......>IIO I 1&!::'::!:'!~~
~::'::!:'!~~ L'.:.'.!!!'~~"='J L~1.!~~~'"!'J L-----J
----:.1
\
I
I...-~-----~Ampfiludo of 1-3 rnrn...I
II
WooelencJih o.t ",..
Ampfiludo of 3-1 """
II
L~=~!:l~~!~J
I
I
r---L--, r---Y---,I
I
1.5 "'" llo
1 1 1.38 ""' Ao
L!!.!'!'~".!'='...J L~~~~~"='J
\
I
....I
I...-~-----~Amplilvch of 1 -J
tnm
:
Wowolen9lh 0.1 ,_ :
of l-1 mm I
I An>plituclo
L~~~~~!~J
Vrijtastsysteem waarbij het referentievlak in de
aandrijfeenheid is ingebouwd.
I
I
Tastsystemen met glijschoen
.
.
Aftast r1nc1 es
Ing. K. G. Struik
Nr.
6
P~ofl
I
\Je I I en I cn~e
L1•2.BBmm
L2•0,43mm
L3•0,2Bmm
L~•0,10mm
L5•0.B7mm
Oberflächenprofil bestehend aus 5 Sinuswellen
a) ertaslaias Profil P
t)
ousgorichloloc Profil P
Ruwheidssi naal
Ing. K. G. Struik
Nr.
7
In . K. G. Struik
Nr.
8.
...
Electrenenstraal o
Ing. K. G. Struik
ervlak
Nr.
9
.-
%
100
""'
I!
~
50
25
10~----~------~------~--
5
10
20
40 À
Ma ten in micrometer
Relatie tussen À, A en r
Ing. K. G. Struik
Nr. 10
R-z=D;tt3Pm
Varschub
P""
\
~ ~----ï
r...-----tl~
~ --~ __".
1.----~.-L
I
~
-
I
I
I
I
I
f
I
!
i
I
I
L.------r-----J
MtOkrt•S
Vorschubgerät am HeBständer
Rz = ~ 0 3 "/)1/J?.
v!sc~ub
..-~1,.~ -~-----·
J ~---1..1 · ~
r-----4~
<tb
-
I
I
I
111
I
fiT
1
'-~~---r..L
0
I
_____ J
Menkrtss
Vorschubgerät auf HeBplatte
Meetcostellingen
Ing. K. G. Struik
~
Nr.
11
varschub
I
1
~-~---r.l.
I
_____ .J
MtOkrttS
Vorschubgerät auf HeBplatte
Gttrnk
Yorschub
t
, MtOkrtlS
Einkufentastsystem
t®
Meeto stellin en
Ing. K. G. Struik
Nr.
12
Ra = 0,586
Rz = 3,11
·-·· · - ·-·-----------------~=----:-=---::-::---------
Measured Profile
Rnux= 3,42
2.
I.
E
:::3
~
.....
....
biJ
~
(JQ
1-(j
"ó]
..c
~
1-h
-3.
1--J.
111011.
(1)
~
~
1500.
2000.
- - - - 1 - - - - - f - - · --- ----.
1--
2500.
.3000.
3500.
4000.
4500.
511(10.
4000.
4500.
5000.
5500.
x (um)
Fihered Profile
2.
~
<:
I.
~
§
~ UJ
..l::
1--J.
.... --- 1 ··--·-- ----~
1--1
<:
(IJ (1)
c-t-
- I.
-2.
~ 0
c;1
11.
1--1
1--J.
~
.....
0.
bi)
"ó]
..l::
-I.
-2.
-.l.
1000.
--i
1500.
2000.
2500.
3000.
3500.
5500.
x (um)
z
""i
Namc:PTDT
Nr: 2
Date
: 19:59 19-1 0-1991
- ----·- - - - - - - - ' . - - - - - - r - - - - - -+ - - - - - - - - - - - - -- 1
Filter: 2
Piek-Up : t42182
TUE
-------=======~-==~=
- ~--==~==-=-~---------------------------------------------------------------------.
Ra = 0,552
_ · -· ·- -------~---------~------------~---~~~---------~------~Rz
Mcasured Profile
R
2.
=
1111 x=
3,06
3,47
I.
E
;j
......
.s::
1---(
~
-~'
(IJ
..c
(JQ
11.
-I.
-2.
.~ 0
Çt)
-.J. . ·-·------· - t - - - - - + - - - - - f - - - - - - + - - - - + - - - - - - 1 - - - - - - - - + - - - - 1 - - - - - - l
I 11110.
1500.
2000.
2500.
3000.
3500.
4000.
4500.
5000.
5500.
c
x (um)
Cl en
en
UJ
c-+
~
Fittered Profile
.
2.
~
.......,
1---'
I.
rt-
~
.......,.
({)
~
~
0.
-I.
-2 . .
-3.
1000.
1500.
2000.
2500.
3000.
3500.
4000.
4500.
5000.
5500.
x (um)
Name:PTBT
Nr: 2
Date
Filter: 7
Piek-Up : t42182
: 19:59 19-10-1991
TUE
- --
r+
fJ
--·
··-- ···· - -···-·---- - ----
------------
- ---- - - -
Ra
M-e- ,-,s-u-re·' (-1-:-P-ro--f-..,ilc-c--------- Rz
I.
_.
0.
-,_\ a·y
~
-'
.=
~
<l)
.=
~
~ 0
I llllll.
~
2000.
2500.
JOOO.
t-')
I.
1----'
....
.=
0.
<l)
-I.
~
4500.
- - 1- ------- _ ,
5000.
5500.
2.
-E
w
..,._..
4000.
Filtcrcd Profile
<:
CU
- - 1 f - - - - -·- t - - - -
3500.
x (um)
1----'
<:
c..,._..
... 1·--- - - . . -----1---- -·--t--:·- - - . _
1500.
(D
(fJ (D
r+-
- I.
-J.
t---+..
..,._..
t-')
/
-2.
t-')
Cl
·. I
biJ
~
(JQ
= 3,852
Rrmx= 4,24
2.
-5
=0,623
:s
-~)
.=
-2.
-J. -------------------t--- ------ --1------- + - - - - - - - i
1000.
1500.
2000.
2500.
3000.
· - - - 1 - - - - - - - - - t - - - - - i - - - - ·-- - - - ---- ... ,
3500.
x (um)
4000.
4500.
5000.
5500.
·- ·-----------.. --- - ------ -- - - - - - - - - - - - - - . - - - -- - - - - - - -- -r -Name : IIALLEAL
Nr: 8
Date
2:40 1- 1-1980
----- -- ---- - -- - - ·- - --- - - - - -- - - - - - - 1 - - - - - - - - - - - - NO
Filter: 2
Piek-Up :optica!
--- - - - -
TUE
........
w
0
--------- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - .
Ra
- ·--------- -- -- -------~ -~-~~~-~~~-~~~~~~~~~~-~~-- Rz
M casured Prof i Ie
R,mx= 4,25
2.
I.
\~
E
~
0
PJ
~
-·-
0.
. ~~
.c
bJ)
V
...!:::
0,596
= 3,82
=
- I. -
(/)
(/)
-3.
1000.
~
-·-··-·- I --· ·· ------- --· -- --1 -------~ -- - --1500.
2000.
2500.
4000.
4500.
1- - ---- - -- 1
5000.
5500.
4000.
4500.
5000.
t - - ----1
JOOO.
3500.
x (um)
Fi ltcred Profi Ie
2.
1. -
E
::J
-
0. -
.c
1--'.
(/)
-~'
V
..c
0
::r
- I.
-2. -
({)
-3. lOOI).
1500.
2000.
2500.
(/)
'"""'$
::J
(/)
0
~
w
0.
1-1
3500.
5500.
x (um)
({)
z
3000.
Name : HALLEAL
Nr: 8
Date
Filter: 7
Piek-Up : optical
2:40 1- 1-1980
-------~--'-'-----------,..-------+--------------1
NO
TUE
s(x)·lc
-1
0
1
Gewichtsfunktion des phasenkorrekten Profilfilters
(GauB-Filter)
Gewich tsfunctie van het
fasen gecorrigeerde filter
Dit heeft de vorm van de
Gaussische klokkromme
Ook wel Gauss-Filter
genaamt
Gewich tsfunctie van het filter
Ing. K. G. Struik
Nr. 14
DIN 4777
0,08
1--C
::J t:J
O'Q
.
.~
Cl
0
0
...,
1---'
çu
c-+
...........
::J
(/)
r.n
c-+
...,
~
...........
~
~
Pl
...,
çu
~
c-+
...,
(1)
...........
r.n
c-+
...........
z
...,
~
CJl
(1)
~
(1)
~
-
10 2
k
t%
0\
4
ro
L.
...._
2
L.
~ 10
"' ~
L
"""'-..(
' "'.' \
\
1\
\
c
::::J
0\
/
0,25
1
:::::J
\
·--a..
2
1
10-
2
2
1
4 6 810-
~
r\
~
2
\
\
\
~
2,5
~
\
6
:J
...__
4
<{
-
/
~
\
c
CU
-o
E
0,8
i\
/
8
-
' '\
i\ \
\
'1\
\
\
1\
I\
4 6 810°
N:::
/
"~
Sinuswellenlänge
\
\
\
\
2·
-
1-
- ·
+-- -
\
1\
\
\
r\
\
1-
-.
t\.
\
\
-
~
T\
- -
f-
·-
f-
1\
\ ~
4 6 810 1
~
~
2
--- f ~
4 mm 10 2
PTB Ruwheidsnormaal
1--1
taster rt
~
(]Q
.
.~
Çl)
Çl)
Ul
(1)
1--'.
~
filter 2
2RC
1-"S
s
c
urn
taster optisch
rt~5
urn
r-a
0.
rt1-"S
~3,6
(1)
rt-
Filter 7 Filter 2 Filter 7
DIN 4777 2RC
DIN 4777
PTB
2RC
0,552
0,623
0,596
0,58
Ra
. 0,586
Rz
3,11
3,06
3,85
3,82
3,13
Rrnax
3,42
3,47
4,24
4,25
3,47
1-"S
<!
(1)
1-"S
(JQ
([)
~
1--'.
t-......
~
1--'.
~
(JQ
beam
splitting
cube
collimator
lens
focus error si gnal
objective
lens .
surface
0 tische sensor
Ing. K. G. Struik
Nr.
16
E
o
::1.
:c
0"1
QJ
..c:.
0
U""'
N
I
0
0
U""'
I
U""'
I
0
~
I
[/\] 1eu6!s JOJJa snJOJ
Focus fout si naal
Ing. K. G. Struik
Nr.
17
p
p
---+----
glass
elastomeric sürface
Metin contact o
Ing. K. G. Struik
ervlak
Nr.
18
ei
-
0
ei
0
'
I
'
t~
u
Onvervormd 3-d ruwheids rafiel
Ing. K. G. Struik
Nr. 19
d
-
0
d
0
Vervormd 3-d ruwheids rafiel
Ing. K. G. Struik
Nr. 20
5 metingen
Diameter spot
Sample afstand
Meetlengte 640
Cut-off lengte
Filter 2RC
1 urn
.
1n x en y 1 urn
urn
80 urn
belasting (N)
0
36
72
laagste
hoogste
gemiddelde
2.31
2.71
2.51
0.91
0.49
1.41
1.08
0.75
Rq laagste
hoogste
gemiddelde
I
2.84
3.42
1.31
2.02
1.60
0.84
1.03
7.28
9.50
8.39
:5.02
5.43
5.29
Ra
0.65
I
!
R2
laagste
hoogste
gemiddelde
3.14
13.2
16.0
14.7
0.94
Tabel
Ing. K. G. Struik
Nr.
21